

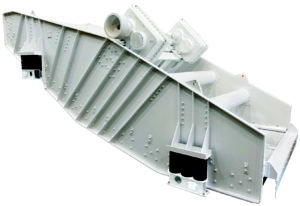
Elgin Separation Solutions is making some modifications to its multislope screen (above).
When it comes to coal processing, it’s not one size fits all for screens
by steve fiscor, editor-in-chief
To increase capacity and save money on construction costs, many of the newer prep plants have gone to fewer, but larger pieces of equipment, such as pumps, cyclones, centrifuges, etc. The same holds true with screening machines. Many plants have installed large multislope screening machines (or banana screens) because they can process a great deal more material than a conventional screen in the same footprint. That material, however, must be distributed on to the deck effectively on these big machines.
In coal preparation, screening machines serve two purposes: sizing and media recovery. Oftentimes, the initial screening is performed by a scalping screen located outside the plant. This prevents the screens inside the plant from becoming overloaded. The deslime screens make the next cut and most prep plants size to minus 1 mm. The media, or magnetite, is recovered by drain-and-rinse (DNR) screens, which are placed on both the clean coal and refuse streams. Magnetite is quite expensive right now and losing it to either stream is a major concern for heavy-media plant operators.
Other concerns include downtime due to maintenance, availability of parts, and after-market sales and service. Suppliers today have developed some innovative ways of addressing these concerns.
The Advent of the Multislope Screen
The mainstay for raw coal deslime and DNR applications continues to be the multislope screen, explained John Casey, vice president-sales for Elgin Separation Solutions, based in Princeton, West Virginia. “Multislope screens can process on average 30% to 40% more tons per hour compared to a conventional horizontal machine in the same footprint.”
In 2015, Elgin combined the sales teams from several of its product lines (Tabor Machine, Norris Screen, CMI, etc.) under Elgin Separation Solutions. The group, for example, manufactures screening media or profile and sells it under the Norris brand name. “Given the opportunity, we would always suggest a prep plant use an Elgin brand, but if they insist on another brand of screen media, we will install it in our machines,” Casey said.
This year, Elgin Separation Solutions will introduce an independent cross-member design for its vibrating screen. “When it comes to the multi-slope, other manufacturers developed successful independent cross-member designs, while we offered a sectional style deck support frame,” Casey said. “The engineering work has been completed and we will be discussing this and other processing technologies at the upcoming CoalProTec conference in Lexington during April.”
Much like the Chevy and Ford debate when it comes to pickup trucks, Casey explained that there are customers that prefer the independent cross-member design because they can replace the individual cross members as opposed to 4-ft-long sectional decks. “We now have the ability to offer both types,” Casey said. “We still have a significant following that prefers the sectional frames.”
When it comes to maintenance, Casey explained that the feed end of the machine always has the highest amount of wear, which increases with the volume and velocity of the material fed into the machine. On a multislope screen, the majority of the screening takes place on the first 8 ft to 12 ft of the deck and the last 4 ft to 8 ft of the deck is used for finished screening.
Tabor multislope screens can be used for both deslime and DNR applications, Casey explained. “The difference between DNR and the deslime application is that the deslime is rotated an additional 5° to increase the travel rates and thin the bed for quicker stratification and sizing of the finest minus 1-mm material,” he said. “For a DNR application, the last deck section sits horizontal and uses the same principles. With the velocity on the feed end, we are able to get the liquid media back to the sumps before the undersize fraction reports to the final DNR.”
Casey doesn’t see the need for static sieves with multislope machines. “The multislope machine typically does the whole job,” Casey said. “With some situations, such as large volumes of water, we would use a sieve. As rule-of-thumb with DNR applications, the multislope is a stand-alone piece of equipment.”
Some of the biggest concerns in the coalfields are the availability of product and the after-market service, Casey explained. “After-sales service is really important,” Casey said. “Many mines are reducing their stock levels and relying more on the OEMs to serve as the warehouse. We have satisfied those concerns with additional stocking at our facilities or selling on consignment by stocking at their facility instead of direct billing. With these current market conditions, everyone needs to be a little more creative.”

A Conn-Weld multislope screen is lowered into a new prep plant under construction.
Screen Machine Selection
Regardless of its use, plant managers need to know several fundamental variables to properly size a screen beyond the total feed rate or the tons per hour (tph). Marvin Woodie, vice president-field operations for Conn-Weld, who is also located in Princeton, said some of the requests the company gets make him chuckle. “It never fails. A plant operator will call and say he is processing 500 tph and ask, ‘What kind of machine should I get?’ There’s a lot more to it than the feed rate,” Woodie said. “How much water are we handling? If it’s a slurry, how much is water and solids. There are other factors that affect wet screening.”
Particle size distribution is another important detail. They need to know the desired separation to determine the size of the openings, Woodie explained. “We need to know specifically if we will have near size to the openings that we are trying to separate,” Woodie said. “There are a number of variables that are used to determine the size and type of the screening machine and the screen media.
“Plant engineers have different philosophies on how they can deslime or size the material properly based on what equipment is used to classify the minus material coming off the deslime screens,” Woodie said. “The oversize material typically reports to the heavy-media circuit (either a vessel or a cyclone) and the undersize fraction reports to some type of fine coal washing system (cyclone, spirals, flotation, etc.). The magnetite must be recovered from the cyclones. Normally we suggest the use of static screens or sieve units to recover the magnetite. They work in a system to recover the media.”
Woodie said he prefers wedge-wire screens. “That’s what we were selling in 1975 when we started building vibrating screen machines,” Woodie said. “It works well for most minus 2-in. applications. There are some applications for polyurethane and we sell it, too. There are lots of screen media out there, but the first consideration should be the process, not wear. If you get the process correct, then you will get a payback on the maintenance faster.”
Profile and wedge wire may wear faster in this arrangement, however, if you’re not losing magnetite, then the total cost to the operation is lower on a cost-per-ton basis, Woodie explained. “At $300/ton for magnetite, you can replace a whole lot of screen panels,” Woodie said. “Heavy-media plants that retain their magnetite are way ahead of the game. Many companies see maintenance costs adding up, but the real payback comes from making sure the process is correct vs. a concern about changing screen panels too often.”
Whether it’s used on the clean coal or refuse side, the static sieve on a DNR application should recover 85% of the magnetite, Woodie explained. If it’s not sized or designed correctly, the vibrating screen will not be able to return the media to the heavy-media circuit fast enough. It will carry over to the dilute side. Sometimes they try to wash it off with sprays and they end up overwhelming the magnetic separators.”
The surface area of the screen is critical in determining performance. Conn-Weld calculates it using a formula based on tonnage per square foot and that area dictates what size machine should be used. “The capacity of the machine tells us whether to use circular-motion inclined, a banana screen (multislope) or horizontal screen machine,” Woodie said. “Then there is also a high-frequency dewatering screen, which is often used on the reject from the spirals. They operate at 1,000 to 1,100 RPMs.”
Conn-Weld relies on a couple of engineering tools to improve the performance of its machines. “We use Finite Element Analysis to determine stress points in a vibrating screen,” Woodie said. “We also use dynamic measuring equipment that can tell us in the field or in the factory whether a screen is operating correctly or will operate correctly. We use these tools to evaluate a machine’s performance and to tell us how to best design it.
“We have accelerometers that show us the motion of the machine at any point on the machine,” Woodie said. “When we commission a machine, we instruct the owners how to best service the machine, which ranges from oil changes to suspensions to clamping arrangement of the media on screen surface, wear liners, attaching mechanisms properly. At that time, we also generate a baseline profile and, after the screen has been in service for a while, we can make comparisons to determine if it is still operating as designed.”
The best way to determine if an exciter or a component is failing is by measuring the temperature of the bearings, Woodie explained. “We also listen to hear if it’s operating in a normal range,” Woodie said.
Big banana screens are the new trend and they need to be properly supported. “Some of these machines can be 8- to 14-ft wide,” Woodie said. “It’s critical when designing a plant to properly support these machines with a structure that eliminate the natural frequencies not only in the screening machine but within the structure that supports the screening machine.”
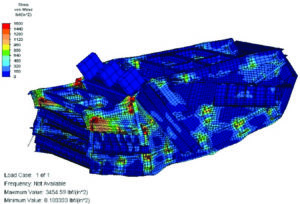
Conn-Weld uses finite element analysis to reduce stress points during design.
Matching Media for Performance
Screening process is not a one-size-fits-all process. It is application driven, said Aaron Boggess, industry manager-coal for Polydeck. “For the coal processing business, Polydeck has been converting existing system to its Polyrail systems and we performed several conversions in 2019.”
“The manpower at many plants has been reduced and the cost of downtime for maintenance is more critical,” Boggess said. “Many coal-processing plants today are still using 2- x 4-ft profile in a bolt-down configuration. Our modular system takes the place of that. We supply a modular 2- x 2-ft stainless media that is pressure applied to our Polyrail system. The panels can be replaced in 20% of the time it would take to replace a 2- x 4-ft, bolt-down panel. These panels can be used for both desliming application as well as heavy-media DNR applications.
Boggess has noticed a similar trend with customers no longer wanting to buy and store large volumes of media on site. “Getting the product to the customer in the shortest of time from a service standpoint has become more-and-more important,” Boggess said. “Polydeck has established customer distribution centers (DCs) across North America. They track customer usage and they try to maintain a two-day delivery.
The PolyRail adapter strips are manufactured from a rugged polyurethane compound, which provides a long service life. Injection molding technology assures consistent quality and accuracy in the critical area of the locking mechanism.
PolyRail’s one-piece construction allows its adapter strips to be quickly and easily bolted to existing stringer systems with 2-ft stringer spacing minimizing downtime and simplifying panel installation and removal. It can be installed without any cutting or welding. The adapter strips and screen panels install quickly — as little as three to four hours for an 8- x 16-ft deck. It easily installs on a variety of screen types, Boggess explained.
“With more than 1,500 dies, we have a lot of media products in our toolbox that we can use for specific applications that present problems for conventional media,” Boggess said.

