
With the solutions now available, terms like waste could be losing their meaning
by jesse morton, technical writer
Process engineer Scott C. O’Brien bristles at the prospect of giving product specs for a coal fines recovery solution he has helped develop over the course of decades. He said he hates it when others do it for their solutions, and considers the act to be borderline dishonest.
“It drives me crazy when I see a newcomer into the dewatering screens market saying, ‘our screen discharges at 8% moisture, or our screen discharges at 10% moisture,” he said. “Bullshit. You can’t say that.”
With every solution, product moisture and ash content depends entirely on the characteristics of the feed, which is never consistent at one site, and varies even more dramatically over many. “I can give you a range at best,” but “I can’t knowingly give you a number,” O’Brien said.
The problem is half rooted in semantics, he said. What one word means to one engineer can mean something else to a mine manager. For example, he said, on a long enough timeline, the term fines, as it is inextricably bound to the term waste, becomes amorphous. “In the 1980s, they used to say anything that is sub-0.25-in. is waste. Anything minus-28-mesh was waste,” he said. “It is not uncommon now to see the people recovering down to minus-200-mesh coal just because of the technologies that have developed.”
One thing that can be said with certainty is with each innovation, the related terminology changes slightly. And the latest news from the space suggests stasis may in fact never be reached. What is waste today could be profit tomorrow, even if neither can be technically quantified or defined.

The Aspir WFH1730 is based on a long-proven predecessor vertical machine, handles variable loads, and was purposed built to deliver 100 tons per hour of product. (Image: Weir)
Going Bigger, Horizontal and Slower
Weir Minerals reported the new Aspir WFH1730 jumbo horizontal fine coal dewatering centrifuge is purpose-built based on proven principles, offers optimal dewatering performance, even for variable loads, and is maintenance friendly.
Based on predecessor technology in the Aspir line, the model is the world’s first jumbo horizontal centrifuge that matches optimal basket angle to G-force, Paul Jerks, product manager, Weir Minerals Aspir, said. “There are other machines out
there with horizontal baskets, but it is the world’s first high-capacity fine coal centrifuge based on proven technology,” he said. “We’ve taken the predecessor vertical machine that has been proven over 25 years and we’ve developed, fine-tuned and rotated it to horizontal, and we’ve built it up bigger to produce 100 tons per hour (tph).”
The competitor also rates its horizontal centrifuge at 100 tph. To get there, Jerks said, it uses more power and requires more maintenance than the new WFH1730. “The machine we are competing with in the market runs very quickly. The basket speed is very quick,” Jerks said. The result is more downtime and a higher cost of ownership, he said.
The key to the superior performance of the WFH1730, he said, is basket size. “What we’ve done is we’ve gone bigger,” he added.
With the larger 1.73-m-diameter basket, and with a 20° basket angle, a lower rotational speed and G-force, relatively speaking, is required to hit the same tph. “That G-force has been proven over 20 years on the predecessor machine,” Jerks said.
The relatively lower G-force translates to less energy consumed for the same tph. “It is easier on the electric bill,” Jerks said. “Our machine uses 30% less amps to get the same amount of coal.” With a 110-kW drive motor, “this machine takes up the same footprint as the competitor’s horizontal machine. It is an easy retrofit.”
The slower basket speed means the basket and scraper drum last longer. Thus, the maintenance regime is reduced. “We’re getting similar basket lifespan to the vertical machine, which is roughly 12 weeks,” Jerks said. “The competing high-capacity horizontal machine is only getting about four weeks out of it, because it runs so fast. And it needs to run fast because it is a small basket trying to pass a lot of coal in a short amount of time.”
Other features that contribute to optimal dewatering performance include basket and inlet design.
The horizontal basket design “strongly influences the water to go out the first section of the basket, which is the small section of the basket,” Jerks said. On a vertical machine, the tendency is for the water to try to pass through the bottom of the machine.
“If you’ve got a dilute feed, what happens is the jumbo horizontal basket will evacuate the effluent much quicker and much more efficiently because gravity helps the centrifuge as well,” Jerks said. “In the case of the vertical machine, if the feed is dilute, it wants to run through the machine, straight down onto the belt.”
The effect is the horizontal basket “gives you the potential to have better dewatering of varying feed loads,” he said.
In a perfect world, the vertical machine works well, Jerks said. “But it is not always a perfect world,” he said. “The jumbo is a much more forgiving machine. It will handle all sorts of varying feed loads and densities.”
Because it can handle varying loads and densities, Jerks describes the machine as “designed to take what happens in the real world, not just what is on a spreadsheet.”
Inlet design also helps the centrifuge better handle real world feed loads.
In the real world, if the inlet feeds the slurry in at a right angle to the spoke base, the effect is the coal particles break up further upon impact. This multiplies the particles that must be dewatered. “The other thing it does is when you violently change the direction of a product is it skids on the basket and promotes wear on the basket, so it shortens the life of the basket,” Jerks said. “When you create wear, you decrease the life of the products, which increases the cost of ownership.”
The WFH1730 features an inlet that introduces the feed at shallower angle. “Instead of coming in perpendicular like it does on a vertical machine, it comes in at an angle, so it is introduced at the same direction that the basket is rotating,” Jerks said. “We believe it minimizes the breakage of the coal.”
With a horizontal basket, the WFH1730 is easier to maintain than are vertical machines.
A vertical machine usually requires a crane to lift the door for access. Then the maintenance worker typically must climb up on something to reach everything. With the WFH1730, “you can stand on the floor properly,” Jerks said. “You unbolt the door and it swings back on a hinge like any other door and then you can work on it.”
Further, the centrifuge has a separate gearbox. “You can replace a complete gearbox,” Jerks said. “You don’t have to dismantle the whole machine.”
Ideal customers are those prioritizing low cost of ownership and high availability. “Because of its size and construction, it doesn’t trip out on varying feed loads,” Jerks said. “The competing horizontal machine has a clutch in the drive system that is prone to tripping out and bringing the machine down when the feed changes and gets a little more dense,” he said. “Our machine doesn’t. It is very accommodating. It can handle very dense feed because it doesn’t have a clutch.”
The WFH1730 doesn’t need a clutch because it was purpose built for the tonnage it produces. “We haven’t increased the speed to try and pass the tons,” Jerks said. “Anybody that is looking for a machine that is low maintenance, high availability and can handle all sorts of scenarios chucked at it, that is what this is about.”
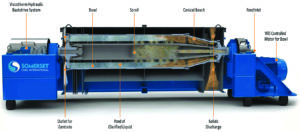
Somerset Coal International reports there are currently 23 Sub325 systems under contract globally. More than a dozen will be deployed in 2020. (Image: Somerset)
To Russia, With G-forces
Somerset Coal International reported it could deploy in excess of a dozen additional Sub325 Fine Coal Recovery Systems to coal operations worldwide in 2020, including the United States, Canada, Australia and Russia.
“There are several customers in the USA including those in Alabama, Central Appalachia and Northern Appalachia that we are working with,” Glenn Hazuka, manager, business development, Somerset Coal International, said. “I would say we are looking at the installation domestically of another 10 systems next year.”
Those would follow a number of installations abroad in the recent past, including Australia, Canada and Russia. “We have two offices in Russia,” one in Moscow and another in Kemerovo, Hazuka said. “They have just commissioned the first two machines, with three additional machines under contract that are currently in the engineering and design phase.”
The solution is seeing demand particularly in the metallurgical coal space. The company reported it has also recently completed project assessments at a couple steam coal plants in Australia and seven steam coal plants in Russia. “We are currently in commercial discussions to move forward at each of those plants during 2020,” Hazuka said. “We expect renewed interest from some steam coal ops in the USA now that the market appears to be stabilizing.”
Meanwhile, the company is doing research and development for the next generation of the solution. “We are well financed, and our people have an excellent outlook on the future,” Hazuka said. “Contrary to what you hear in most of the newspapers, coal is going to be around for a while.”

With more than 30 years since its first deployment, the McLanahan Dewatering Screen moves material uphill, which results in a drip-free product. (Image: McLanahan)
Hazuka told Coal Age he could give no details as to what the upgrade would entail other than to say it builds on the success and evolution of the solution, which, like the company is rooted in a decade-long pursuit of a viable coal-to-liquid fuel process.
The first prototype was operable in 2013 and was tested at a site in Somerset, Pennsylvania. The company and the centrifuge entered the market formally in 2014. Somerset was awarded a patent for the solution in 2019.
The Sub325 is described in a white paper released by the company as a high-speed centrifuge that multiplies centrifugal forces. The solution has a “unique internal geometry” and produces “ultra-high G-forces, variable rotational speeds and adjustable differential speeds.”
It can run continuously, “has a relatively low connected power, with a small footprint, and requires no operator and minimal maintenance,” The company reported. “The three process connections are feed slurry, product cake, and a centrate, usually with over 96% solids recovery.”
The case studies cited in the white paper suggest the clean coal product can add between 1.5% and 5% yield to the total output of a coal preparation plant. Product ash is typically equal to or less than plant ash percentage and moisture can range from roughly 20% to 30% of total weight, all depending on the feed. Hazuka said that the moisture level can in some cases be below 20%.
The feed is typically the waste stream headed for the thickener. “What we do is take the waste streams and we pull the carbon out,” Hazuka said.
The Somerset solution can also double as a plant monitoring device. In one instance, Somerset reached out to a customer in Pennsylvania when the total daily output of the Sub325 unit there spiked. “We said, ‘hey, you need to examine your screen bowls. You may have a problem with them,’” Hazuka said. “I said, ‘we’re getting too many tons. We normally recover 12 to 14 tons. We are in the 16-to-20 range.’ The next day we looked at the production and it was up to 20.”
The plant shut down temporarily to check the bowls. “The client found eight holes in the windows of the screen bowl,” Hazuka said. “We recovered all that coal that he would have thrown away and also gave him a heads up that he had a problem with his screen bowl, which might have taken him weeks to recognize.”
In a typical deployment, Somerset provides and installs the equipment and the building at no cost to the customer. “We pay for all that,” Hazuka said. Somerset is paid only on the new tons generated from the use of the system. “Basically what you’ve got is you are increasing your plant recovery by 1% to 2% with absolutely no capital expenditure.”
For a client that is interested, Somerset first does a site visit and completes a sampling program. “We create a dynamic model of the plant so we can predict how many tons we are going to recover,” he said. “The reason we have to do that is so we can know if it is economically feasible for Somerset’s capital investment.”
Somerset does the engineering and construction. “They really don’t have to do anything,” Hazuka said. “The other advantage we have in our system is we put in a series of valves, all controlled with a PLC,” he said. “And if our equipment goes down, valves open and close to put them right back to the way they were running before we were there.” There is no change to the client’s basis flow sheet.
As the company continues to branch out into international markets, Hazuka said he is bullish on coal despite the recent setbacks stateside. Beyond fine coal recovery, Somerset has spent over two years developing an effective tailings dewatering system that will allow for the elimination of tailings ponds.
“We are close to finalizing our first commercial agreement for tailings treatment in Australia,” Hazuka said. “We are seeing significant interest for this service globally, not just in the coal space, and are currently engaged in project assessments not only in Australia, but also in Canada, USA, Chile, Brazil and Russia.”
30 Years of Seeing and Believing
McLanahan reported the McLanahan Dewatering Screen hit a 30-year milestone this year. “Our first installation was 1989 at Homer City coal preparation,” O’Brien, global director, process engineering, McLanahan, said.
At the time, Homer City was using downhill dewatering screens, which failed to adequately control the moisture of the feed going into a separation circuit. “The problem with a downhill screen is if you get a surge of water, it just rushes off the end of the screen,” O’Brien said. Therefore, in the separation circuit, “they could not control the ratio between water and the magnetite that would hold the separating gravity around 1.5 to 1.6,” he said. “Consequently, their product was all over the place. Some of it was clean. Some of it was dirty. It was driving them nuts.”
The McLanahan Dewatering Screen, an upward sloping screen, offered greater control. “We are actually throwing the material uphill,” O’Brien said. Excess water in the feed stays in the rear of the screen. “That water just stays there and eventually it drains out very well,” he said. “Our discharge product is drip-free all the time.”
The McLanahan Dewatering Screen gave the plant “a very consistent moisture feed into their circuit so that that separating gravity comes down and they were getting separations where they needed to be.”
In the decades since, the screens are typically paired with a hydrocyclone or a separator in a closed circuit to capture fines and remove the last of the water. “They spin out the last little bits of water from there before they put it onto a conveyor belt and from there onto their stockpile,” O’Brien said.
Such a circuit can make a roughly 100-mesh cut.
To adopt a circuit requires a sump and a pump for the cyclone. McLanahan designs modular systems that include both. “Depending on the location of wherever the feed is coming from, they can either bring the feed into a sump that’s right on the screen and we pump everything up to the cyclone and treat it all including the recycle from the screen,” O’Brien said. “Or if it is from a distant location, pump directly to the cyclones, and the underflow we treat in a scavenger circuit.”
To the uninformed, the operation of the McLanahan Dewatering Screen appears “insane,” O’Brien said. “When people first see one operating, they can’t believe their eyes because here are these big thick beds of material coming off the end of the screen.”
That is because the screens don’t operate like a sizing screen. “They are built to dewater material, and the way they dewater material and hold onto it is they build a very thick bed of material which captures fines so they aren’t lost to the underflow,” O’Brien said. “The fines that do go to the underflow, we recirculate them and grab them and they go back into the screen and eventually they get out of the circuit as well.”
And compared to sizing screens, the McLanahan Dewatering Screens handle a higher amount of material for the footprint. “The screen that handles 150 tons per hour of coal is only 6 ft wide,” O’Brien said.
The screens can be used for a number of applications other than in tandem with a centrifuge for fines recovery. They can be used to dewater spiral product discharge, to dewater the raw coal feed from caking screens immediately prior to heavy media circuits, or for final dewatering for coal product.
“We’ve used them in coal mines for dewatering the slop that you have at transfer points underground,” O’Brien said. “We have a little system that you would put underground with small screens and a couple of cyclones to basically keep the underground area in decent housekeeping.”
Each screen employs two counter rotating vibratory motors, O’Brien said. “For those, typically, you are below 30 horsepower installed.”
Depending on the application, deployment of the screens can improve the overall performance of the plant. “What you find is that quite quickly you will have the drier product coming off the screen. It should make your plant run more efficiently,” O’Brien said. “Recoveries should be improved.”
Drier product at any stage usually means less wear on equipment downstream, he said. “It is a nice tool for getting more control over how your plant operates.”
Pilot Plant Full Speed Ahead
Minerals Refining Co. (MRC) reported construction for its first commercial Hydrophobic-Hydrophilic Separation (HHS) system-based plant is under way.
“Hopefully we’ll be moving dirt in early 2020,” Dr. Stanley Suboleski, president, MRC, said. The general location drawings have been approved. Foundation drilling is completed. Long-lead time equipment will be arriving soon.
“We have to modify the structural design to match the contour of the land and the strength of the soil at the location,” Suboleski said. “Once we get our final construction drawing, we have a list of contractors we are going to be talking to.”
The plant is calendared for completion in late summer, Suboleski said. “Then a shakedown and then we start operating as soon as we can.”
The 60-ft x 100-ft plant will produce 20 tph of low-ash coal solids from a waste slurry that otherwise would be routed to the thickener and slurry impoundment. Roughly 30% of the slurry is ash. The end-product is expected to “be single-digit ash,” Suboleski said.
HHS mixes the slurry feed with a light oil, which coats the coal particles. The mix then empties into a second tank where agglomerates are formed. These are sent on for mechanical agitation that separates the oil-coated coal from the water and ash.

Above, a 3D model of MRC’s first commercial plant with 20-tph output. (Image: MRC)
The last stage involves the application of the correct amount of energy to ensure particles with water or ash trapped within the agglomerates are released, Suboleski said.
Dr. Roe-Hoan Yoon, director, Center for Advanced Separation Technologies, Virginia Polytechnic Institute and State University (Virginia Tech), discovered and patented the method for releasing the trapped water and waste.
The energy-conveying agglomerate-breaking technology is called the Morganizer, after MRC Board Chairman E. Morgan Massey, former CEO of the A.T. Massey Coal Co.
Ultimately the now-released oil-coated coal fines form a surface layer atop the water and waste. The water-ash mixture is drained, and the oil-coal mix is piped to a vacuum filter. From there it goes to an evaporator, which captures the remaining oil for reuse.
Previously, Suboleski described the product, which emerges dry from a chute, as nearly pure carbon.
The genesis of HHS dates back to 2011. Proof-of-concept trials tested it on coal from seven different plants and coal types. A pilot plant was built in 2014 and 2015 at an operating preparation plant and then tested for two years. There, the incoming slurry averaged 58% ash and the final product averaged just below 4.5%. Those tests revealed the way to dial in the moisture level.
Testing ended in 2017. MRC tweaked the designs and adopted some off-the-shelf solutions to simplify and streamline the process.
The commercial plant was originally planned for a mine in Eastern Kentucky. Those plans were postponed as the market softened last year. “We still have the contract,” Suboleski said. “They may still want to do it if the market improves,” he said. “In the meantime, we’ve found another customer.”
Suboleski said he was bound by contract not to disclose the miner or location of the plant. The plant, he said, will operate under the miner’s existing water and air permits.
The plant is currently on target to be commissioned by deadline and under what Suboleski called a “modest” budget. “We are on track and moving full speed ahead.”

