

Since the late 1980s, screen bowl centrifuge technology has been widely applied in coal preparation for recovery and dewatering of fine and ultra-fine coal. Screen bowls are efficient and cost effective and, to a large extent, have replaced vacuum filters for recovery of these size fractions.
Figure 1: On-site testing with the Sub325 centrifuge.
However, compared to vacuum filters, screen bowls generally do not recover all of the ultra-fine coal. Very recently, high G solid bowl centrifuge technology has been harnessed and adapted to recover and dewater fine and ultra-fine coal historically not captured in fine coal centrifuges.
This article follows the initial on-site testing, installation, and then long-term testing of the Sub325 solid bowl dewatering technology to recover and dewater ultra-fine coal. Losses from the original fine-coal circuits are quantified and found to be much larger than shown on a typical plant flow sheet. Furthermore, supplemental benefits generated from the recovery of additional fine high-quality coal are realized and quantified.
Screen bowls lose a significant amount of fine clean coal through the screen openings (which is typically recirculated, but only partially recovered) and lose ultra fines to the bowl effluent. New technology was needed to improve recovery of this formerly lost coal and bridge the gap between the screen bowl centrifuge’s improved moisture and the filter’s improved recovery.
Somerset Coal International (SCI) now offers a way to recover the lost revenue from the ultra-fine coal stream with the Sub325 solid bowl centrifuge. The high-speed centrifuge multiplies the centrifugal forces to more effectively recover and dewater fine coal. This is accomplished while still rejecting the super-fines and colloidal clays that increase the moisture in the filter product.
The result: high recovery with selective rejection of unwanted material.
Sub325 Fine Coal Recovery System
SCI has partnered with Centrysis Corp. to “crack the code” for recovery of ultra-fine coal at acceptable moistures. Centrysis has adapted existing proprietary technology used worldwide for cost-effective fine particle recovery.
The Sub325 has been customized for the recovery and the dewatering of fine coal through a combination of:
- Unique internal geometry;
- Ultra-high G forces (more than five times typical screen bowl G forces);
- Variable rotational speeds (for site specific needs);
- Adjustable differential speeds (variable while operating); and
- A dedicated PLC to monitor and control the machine operating parameters.
Like other bowl centrifuges, the SCI unit is a robust unit designed for many hours of uninterrupted operation. It has low connected horsepower, a relatively small footprint, requires no operator and requires little maintenance other than predictable rotating unit replacement. The three process connections are feed, product and effluent. For process capacity application, generally one SCI Sub325 unit is used to process the screen drain and a portion of the bowl effluent from one to two large screen bowls.
On-site testing uses a full-scale production unit mounted on a 55-foot, low-boy trailer as shown in Figure 1. The unit is delivered to site, process connected, electrically connected and running coal generally within a shift of arrival. Testing is conducted over a one- to two-week
period.
The test setup includes an intermediate sump/pump to collect various process streams for delivery to the SCI unit. Process connections are made to collect screen bowl screen drain and screen bowl affluent streams. Process flows are measured, densities are checked and reliable/repeatable gallon per minute and ton-per-hour calculations are made for each stream. Combinations of the streams are also processed for comparison.
The test unit is now a well-traveled unit. It has been to more than 27 locations and 39 one- to two-week tests have been conducted. Test locations include sites in Pennsylvania, Virginia, West Virginia, Ohio, Indiana, Illinois, and east and west Kentucky. An extended four-month test unit was installed in western Pennsylvania and an extended test unit is installed in Australia.
Test Observations
One major trend noted in on-site testing is this: The plant flow sheet frequently understates the tonnage of coal in the screen drain by a factor of two or more. In almost every site test, we find the measured amount of screen drain tonnage is double, or more, the tonnage shown on the flo sheet. This is significant. Plant P&IDs and mass balances are often seen as the only sure thing in an operating plant.
However, these are the best guesses prior to construction and rarely get updated with actual operating production data.
This is problematic because:
- Plant feed changes, continuously;
- Mining conditions and fines loading get typically worse, rarely better;
- Plant circuitry or its operating parameters are often modified to cope with changing situations and markets; and
- Fines generation within plant circuitry frequently occurs, and is particularly onerous with friable, high-value metallurgical coals.
In most plants, screen drain material is a high-quality, clean coal stream that is recirculated back to the screen bowl feed. However, this material often does not report directly to the screen bowl feed. It reported somewhere upstream of the screen bowl feed and is thus exposed to additional degradation in each pump and additional process losses in each intermediate circuit. Since the screen drain stream is typically double the amount shown on the flow sheet and finer than the original screen bowl feed, this recirculating stream contributes significant additional fines loading to a potentially heavily loaded or overloaded fine coal circuit.
Plant Bottleneck
With many coal preparation plants, the fine circuits are the process capacity bottleneck. The recirculating load and circuit overload issues tend to increase separating densities, consume available flotation carrying capacity, and reduce both yield and recovery efficiency. A heavy recirculating load is a major issue. After assessing the situation at site, we help answer the following questions:
- How much of a recirculating load do you have in the screen drain?
- If the fines circuit is the plant bottleneck, how can this be improved?
- Does removing the screen drain, a fine clean coal recirculating load, free up the fine circuit for additional capacity, additional recovery and/or reduced moisture?
- How much of the recirculating load is effectively recovered to product?
- Does the screen drain tonnage increase with increased screen bowl life/wear?
Ultimately, what benefits for the entire operation can be achieved simply by processing the screen drain in a more effective and controllable way? Apart from higher coal recovery, benefits may include additional plant capacity, lower reagent consumption, cleaner water, and increased circuit capacity/availability in other circuits of the plant.
On-site Test Results
Nearly all test results to date indicate that only about one-half of the total screen bowl drain tonnage going into recirculation is effectively recovered to product. Just because the material is fully recirculated does not mean it is recovered in full.
Indeed, most coal preparation engineers readily accept that 40-70% of the minus 325 Mesh material in screen bowl feed streams is lost during processing even when the screen drain is being recirculated. However, in the author’s experience, processing highly friable and easily fractured coals, much of the minus 200 Mesh material in the screen bowl feed is frequently lost despite (or perhaps, because) recirculation has been employed. In fact, the combination of additional degradation, circuit overloading, and related process losses often causes 1/2 or more of the total amount of screen drain material to be lost in the process.
Field tests show that, when the screen drain material is processed through the SCI unit, the recovery of this material is between 93%-99% for all tests to date. With the screen drain tonnage removed from recirculation, the tonnage handled and the moisture produced by the existing screen bowl both decrease. In addition, the product yield from the screen bowl typically increases.
These results can be easily explained since the SCI unit is removing a recirculating load that is not only finer than the “fresh feed” to the circuit but has not been further attrited during additional recirculation. The combined use of the screen bowl and the Sub325 centrifuge more effectively reduce the overall cake moisture and increase the recovery of fine clean coal from the fine circuits.
The remaining fine coal circuit is less loaded and more efficient. Additionally, the SCI bowl effluent is generally >90% minus 10 micron and typically higher in fine silicate and clay content. The SCI unit therefore upgrades the product quality of the ultra-fines recovered.
Case Study One: Steam Coal
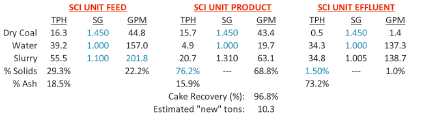
At one steam coal plant, the flow sheet showed a screen bowl dry feed tonnage of 103 tons per hour (tph) feeding two screen bowls. The bowl effluent was 3 tph and the screen drain was 4 tph, according to the flow sheet. On-site testing and measurement of the screen drain material showed more than 16 tph of screen drain tonnage on a dry basis. This represents a fourfold increase to the flow sheet estimate. The resulting SCI product was 21 tph (16 dry tph plus 23% moisture).
As shown in Table 1, the measured performance for processing the screen drain with the SCI unit was more than 96% solids recovery using percent solids to balance the streams. This test removed 16 dry tph of clean coal from the plant recirculating load. Additionally, the effluent from the SCI unit at this location was 1.5% solids with a dry ash of 73%. Ash balance yield indicates a weight recovery of 95.5%, in good agreement with above solids balance. It must be noted that coal recovery, combustible matter recovery, on an ash basis, is 98.5% because the SCI effluent is very high in ash and contains mainly clay, not valuable coal.
The clean coal tonnage and yield were measured with and without the SCI unit running. During the test, the SCI tonnage went on the ground in a separate pile. The tonnage on the clean coal belt went down slightly, 0.3%, during the SCI test. However, the total plant production gain determined by belt scales with the addition of the SCI tonnage was a net 1.6% yield increase while the SCI Sub325 unit was processing screen drain material. At a similar facility the plant yield increase was projected to be 1.1% of the ROM feed. In both cases, the net effect on product quality was minimal.
Table 1 — Sub325 Mass Balance for Steam Coal Case Study
Case Study Two: Metallurgical Coal
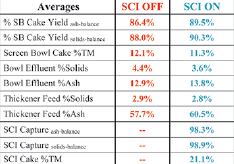
Treatment of screen drain material with the SCI unit at a metallurgical coal plant resulted in a SCI product total moisture averaging 21.1%. This testing processed up to 170 gallons per minute (gpm) of screen drain slurry. The slurry averaged 16.7% solids by weight and generated as much as 9 tph of product that was recovered by the SCI unit. The average tonnage generated with the SCI unit was 7 tph.
Additional data reviewed during this test included thickener feed samples. These were collected with the SCI unit running (SCI ON) and with the SCI unit offline (SCI OFF). Based on materials balance calculations of comparative thickener feed from the on/off test sets, approximately 1/2 (4 tph) of this SCI product was additionally recovered fine coal. Summary results from this test are displayed in Table 2.
Also, the removal of the recirculating material for processing by the SCI unit caused the particle size distribution of the screen bowl feed to become coarser. Therefore, screen bowl product yield increased and cake moisture decreased. An additional tell-tale of the improvement: the ash content of the thickener feed solids increased when the SCI unit processed screen drain material. This provides further evidence that the SCI unit recovered low-ash clean coal previously being lost to the thickener.
Dewatered cake produced from a 1:1 mixture by volume of screen bowl drain and bowl effluent averaged 23% total moisture content at this site. This treatment yielded about 5 tph of newly recovered fine coal with nearly the same ash content as the cake produced from screen drain feed.
Installation and Results
Extended testing of the Sub325 system at a 500-tph metallurgical coal plant resulted in 14 tph of SCI product at 19.7% moisture with 6.8% ash 0.92% sulfur and 11,545 Btu/lb. This product was of higher quality than the targeted plant product. It also represented a large recirculation of clean coal removed from the fine coal circuits. The secondary benefits at this plant were dramatic.
With the extended testing, the plant managers were able to review and use actual process data to tune the plant. They were able to increase the recovery in the entire fine coal circuit and increase recovery in other circuits as well. The net effect was a plant yield increase of about 1.5-2% of ROM feed with no discernable increase in the percentage of fines in the total plant product. At some locations, this yield improvement may be the difference between losing ground and making money in today’s ultra-tight market.
Additionally, the tonnage reporting to the thickener decreased and the ash content of the thickener underflow solids increased notably. The amount of chemical required in the thickener decreased by more than 25%. The thickener operation and clarity improved with the removal of fine floatable coal from the thickener feed.
Removing the recirculating load of fine clean coal improved plant recovery, improved the thickener operation, improved chemical usage and improved the clarified water quality. It also decreased the total tonnage going to the impoundment and increased the life of the impoundment.
Table 2 — Metallurgical Coal Case Study
Looking Forward
A large number of companies are struggling with the current dismal state of the coal market. The new market conditions push operators to find new ways to lower total cost. However, there is a breakaway point in slashing cost, which makes the entire operation less profitable. Another approach, assuming that overall mining and processing costs allow, is to increase mine profits through improved process efficiency and increased yield. As shown above, SCI proved that some current coal losses can be changed into additional recovery in a profitable way.
In-plant installation of the Sub325 system is scheduled for 2016 at two Northern Appalachia plant sites and two additional sites are anticipated.
Conclusions
More than 39 on-site trials of the SCI Sub325 Fine Coal Recovery System have demonstrated several points:
- Considering the recirculation of clean coal, the typical plant flow sheet understates the tonnage of coal in the screen drain by a factor of two or more.
- Many of the test results to date indicate that less than half of the TOTAL screen drain tonnage going into recirculation is effectively recovered to product.
- Solid bowl centrifuges, used worldwide for cost effective fine particle recovery, have been successfully customized for recovery and dewatering of fine coal.
- When the screen drain material is processed through the SCI Sub325 unit, the recovery can be expected to range from 93% to 99% based on full-scale onsite testing to date. Thus, fine coal circuits can be off-loaded, which in turn promotes greater fine circuit efficiency and, hence, total plant efficiency.
Acknowledgements
The authors would like to thank the management of Coal Prep and Somerset Coal International management. They also want to acknowledge the many operations that contributed to the referenced testing and for allowing data to be anonymously included. It could not have been done without their cooperation and assistance.
This article is adapted from a paper presented at this year’s Coal Prep show held in Louisville, Kentucky, in April.

