


Komatsu is developing a new room-and-pillar mining system for a South African coal operator that will ultimately use a 6.6-m 12HM39 continuous miner feeding a crawler bunker bolter machine (CBBM), which loads 20-ton, battery-powered haulers. The OEM envisions a phased approach to the transition.
Komatsu evaluates the integration of Li-ion powered haulers with a wide-head continuous miner operating in front of a crawler-mounted bunker bolter car system to improve productivity for a South African coal mining operation
A South African coal operator approached Komatsu Mining looking for ways to improve safety and productivity with its room-and-pillar mining operations. The coal seams in South Africa are thick and hard, and the geology in general is difficult. The height affords more headroom, but the conditions also require roof and rib bolting to be installed quickly. After evaluating different mining scenarios, what Komatsu developed was a total system solution where a wide-head continuous miner dumps into a crawler-mounted bunker bolter machine (CBBM), which feeds three battery-powered haulers.
The transition would take place in a phased approach. The first of three phases would be the use of the lithium-ion (Li-ion) powered BH20 haulers. During the second phase, the mine would begin using a crawler bunker machine to continuously feed the BH20s. The final phase would be the installation
of a 12HM39 continuous miner with a 6.6-m cutting width along with the CBBM.
“We decided on an incremental approach,” said Michelle Burich, senior mining application engineer for Komatsu Global Mining Solutions, speaking at the U.S. Coal Show during May 2023. “We wanted the miners to be familiar with the equipment and properly trained for the transition.”
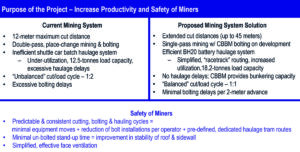 The South African mine uses a conventional place-change method for its room-and-pillar operation. The maximum cut distance was 12 meters (m), and the width of the cut was 7.2 m, Burich explained. “They were constantly relocating to cut the full width,” she said. “Even though they had three shuttle cars, they were small and a lot of times they were not using all of them. So, they experienced significant haulage delays. The mine’s large continuous miner was underutilized because it was waiting on mostly one, or sometimes two 16-ton shuttle cars.”
The South African mine uses a conventional place-change method for its room-and-pillar operation. The maximum cut distance was 12 meters (m), and the width of the cut was 7.2 m, Burich explained. “They were constantly relocating to cut the full width,” she said. “Even though they had three shuttle cars, they were small and a lot of times they were not using all of them. So, they experienced significant haulage delays. The mine’s large continuous miner was underutilized because it was waiting on mostly one, or sometimes two 16-ton shuttle cars.”
The cutting cycle could be best described as unbalanced. “Traditionally, we look for one sump, one shear, a quick cleanup, raise the cutter head and let’s go,” Burich said. “Because of the undersized cars, they would sump and fill a car, wait for the next car, then start the shear down. Incomplete cycles, such as this, affect advance rates.”
On top of that, the section was also experiencing excessive bolting delays. Because it’s a place-change method, each time the continuous miner moved out, a roof bolter was moved into position, and they would see massive delays with cable handling. The area required so much support that the bolter was constantly lagging. Oftentimes, the miners have nowhere to go because they were waiting for the bolter.
The mine has a lot of factors impacting productivity with its room-and-pillar operations. When they approached us, Burich explained, the mine manager said they needed a new system. He realized that they could not just replace individual pieces of equipment. They needed a new mining method that would allow the equipment to work together as a system.
The mines current room-and-pillar mining process is quite complex with many place changes and continuous miner relocations.
Systems Analysis
With the existing place change system, the continuous miner operator would take two 3.65-m wide cuts to a depth of 12 m to achieve a face width of 7.2 m. Oftentimes, they were not actually cutting to the full 12-m depth and the relocation of the miner, lack of haulage and the need for bolting was causing excessive downtime. Out of an 8-hour shift (480 minutes), the average cutting time was 89.5 minutes. A large amount of the downtime was attributed to operational delays (102 minutes), such as relocating the continuous miner, followed by “shuttle car not available” (81.5 minutes) and “waiting for roof support” (13.5 minutes). The mine was averaging 539,000 tons per year (tpy).
Komatsu began the process by looking at the place-change sequence, which involves cutting a double pass. A single-pass cutting sequence with a 6.6-m wide machine would eliminate the issues with relocation, but haulage would still be a bottleneck. Instead of using tethered shuttle cars, Komatsu suggested three Li-ion BH20s in a loop configuration. “Each of them would have a dedicated tram to the feederbreaker,” Burich said. “When they return to the continuous miner, they are waiting in a different entry and the continuous miner should always have a car waiting to be loaded.”
Li-ion batteries offer several advantages over lead-acid batteries (See Li-ion Batteries, November 2023 Coal Age), one of which is incremental charging. “You can charge it for an hour and you’re going to get thousands of feet of additional tram,” Burich said. “It’s a really nice system.” At shift change, the miners charge the Li-ion batteries. Then, as they incur incremental downtime for service, they they can charge the batteries during that time as well.
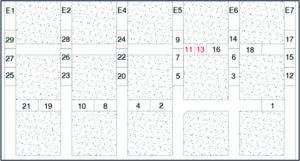
The cutting sequence improves in Phase 2. The entries are advanced in two drivages. Battery-power haulers move the coal quickly from the continuous miner to the feeder breaker.
These adjustments would quickly improve both ends of the mining process, but they still had those pesky bolting delays in the middle. To solve that, Komatsu suggested the use of a bunker bolter, a crawler-mounted car that would store coal between loads and install the primary support on advance at the same time.
The key advantage is that it would keep the continuous miner in the cut. The miners would no longer need a place change every 12 m. “They could now drive the entry out to the full centered pillar distance before they had to relocate,” Burich said. “All of the cutting and bolting sequences are operating on remote control. The bolter operators are working under the ATRS [automated temporary roof supports], and the miner operators are behind them, so we would have no one working in the immediate face.”
“The beauty of this system is that we have about two meters of advance and that would give these miners an advantage,” Burich said. “Even if the miners are still bolting, the continuous miner can advance two meters ahead of that bunker and still cut coal. At the same time, they are still loading coal into the BH20s. The bunker buys them the time to finish the bolting process.”
Komatsu had developed a system that improves operating conditions for the miners and addresses every piece of equipment and its use.
The Phased Approach
During Phase 1, the tethered 16-ton shuttle cars are replaced with 20-ton battery powered hauler. The new haulage system supports a 12-m maximum cut depth, using a 12HM37B continuous miner. The process is still a double-pass, place-change cut-and-bolt sequence. “When we ran the modeling for this business case, we saw that we picked up about 200,000 tpy, which equated to a 52% improvement in productivity,” Burich said.
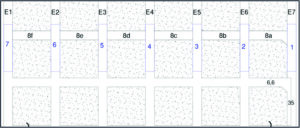
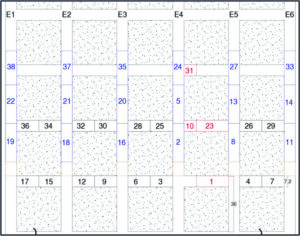
During Phase 3, the cutting sequences becomes much simpler. The continuos miner cuts to the entire entry in a single pass. They turn the cross cut once (8a) and then drive the cross cuts all the way across the section. This decreases the relocation of the continuous miner significantly.
A looped haulage route creates a continuous cycle eliminating any type of bottleneck or any type of traffic jam. The tethered shuttle cars required a long change-out
distance behind the continuous miner. The BH20s change-out immediately near the rear of the continuous miner.
The next step, Phase 2, involves integrating a crawler bunker car (without bolters) with the haulers into the place-change system. “The operation benefits from the use of the bunker car, which offers a significant increase in productivity because there is virtually zero wait time,” Burich said.
The bunker was designed with a 20-ton capacity, which is what Komatsu felt would be optimal for the BH20s. A 0.5-m cut produces the ideal tonnage to load a BH20, Burich explained. As far as the cut for a minimum cycle, the bunker car should be able to hold at least the amount of tons needed to fill a BH20. “The miner operators have another full cycle of cutting before they have to worry about the bunker car being full,” she said.
With this new scenario, the cutting time nearly doubles from 82 minutes to 156 minutes and then the lost time waiting for the shuttle car decreases to 26 minutes. The positive swing in those two figures alone will yield a tremendous amount of additional productivity. Burich said the model for this business case grew production to 1.3 million tpy from 739,000 tpy.
 The final phase, Phase 3, brings everything together. The section is now using the 6.6-m wide machine, the 12HM39, and the CBBM can bolt the roof and ribs. “They can now bolt while the continuous miner advances and the BH20s are hauling coal away quickly,” Burich said. “All of the machinery works as a system.” The 6.6-m wide 12HM39 and the CBBM are currently in the engineering design phase.
The final phase, Phase 3, brings everything together. The section is now using the 6.6-m wide machine, the 12HM39, and the CBBM can bolt the roof and ribs. “They can now bolt while the continuous miner advances and the BH20s are hauling coal away quickly,” Burich said. “All of the machinery works as a system.” The 6.6-m wide 12HM39 and the CBBM are currently in the engineering design phase.
To understand how the system would function and where it might have an issue, Komatsu modeled many different scenarios. “We looked at the timings for not only the cutting cycle, but the timing for the bolting cycle and the haulage times,” Burich said. “We wanted to make sure that we really understood the cycle times and how that affected the entire system. Understanding how this equipment will work as a system will be key to achieving those increased productivity figures.”
The new cutting sequence would be much simpler. The current system has many place changes and continuous miner relocations. The pattern was quite complex. The new system relies on single drivages from entry one to entry seven, Burich explained. “They mine to the center pillar distance in a single pass,” she said. “When they move to cut the cross cuts, they turn them one time and then they drive them all the way across the section.” The new system requires one 90° turn, decreasing significantly the relocations for the continuous miner.
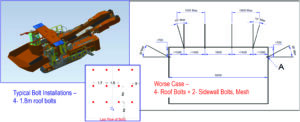
The CBBM will have four drills and two operators. The machine will be capable of installing four 1.8-m roof bolts and two rib bolts. The bolting cycle is based on four 0.5-m advances with the 12HM39 for a total of 2 m. During that 2-m advance, the system experiences no haulage delays and a 1.1-minute bolting delay.
“It’s hard to beat zero haulage delay and one minute of bolting delays per two meters,” Burich said. “Most of the shuttle car delays are higher than that per cycle and each cycle is only 0.5 meters. With the modeling, it’s easy to see what’s happening and the results as far as considering this as an entire system. When we take that approach and then take control over all these incremental pieces of equipment, we can see that the productivity does increase substantially.”
Ultimately, Phase 3 should yield 1.6 million tpy, basically a 300,000 tpy improvement over Phase 2. “Each phase offers new gains in productivity and safety,” Burich said. “From implementation of the Li-ion powered haulers, to the bunker car to the full face miner with the CBBM, the mine has the potential to nearly triple production.”
Acknowledging that conditions for underground coal mining operations are site specific, Burich said she believes this system could be applied at other mines. There are a number of factors to consider. In addition to mining heights, pillar configurations and bolting requirements would influence system performance. “The South African mine that will use this system has some of the best conditions in the region as far as consistent geology and seam height, so it’ll probably be one of the ideal cases for the system,” Burich said.
This article was based on a presentation that Michelle Burich, senior mining application engineer for Komatsu Global Mining Solutions, gave at the U.S. Coal Show during May 2023.

