
Figure 1 — Scalloping occurs when trapped material forms a high-pressure area between the roller and the skirt.
External skirting mitigates dust, spillage and downtime
by dave mueller
Although skirtboard sealing systems have been around for decades and are standard for any efficient conveying system, that doesn’t necessarily mean the designs currently in use by most bulk handlers are well engineered, function adequately and promote a safe working environment. Maintaining a safe workplace requires installing equipment that consistently keeps walkways clear from fugitive material, controls dust emissions and allows maintenance to be performed safely without hazards such as confined space entry.
The importance of skirting should be self-evident. Most bulk handling operations have a conveyor belt with vertical loading or a transfer chute, often containing little more than a rock box to slow material on its descent. When tons of bulk material hit a moving belt, three things happen: fines scatter in a random direction, cargo shifts as it settles to the center of the belt, and dust becomes airborne. A properly designed enclosure can manage bulk solids, but cannot contain all of the dust. Inside a settling zone enclosure, the impact can create turbulent air that seeks the easiest escape from any gap it can find, carrying dust and fines with it. These gaps generally appear on the sides of the enclosure between the chute wall and the belt. Skirting systems address the challenge of containing fugitive dust.

Figure 2 — Grooves can be created along the entire length of the belt under the skirt.
Belt Sealing Regulations and Hazards
The U.S. Mine Safety and Health Administration (MSHA), as well as other government regulatory organizations around the world, put safety rules in place to protect workers from the hazards of dust and spillage. In 2014, MSHA’s landmark respirable dust rule went into effect, adding a number of increased protections for coal miners and closing several loopholes that masked their exposure to unhealthy coal mine dust. Phase III of the rule is now in effect, reducing the concentration limits for respirable coal dust to 1.5 milligrams of dust per cubic meter of air (mg/m3) at underground and surface coal mines. (79 FR 24813, pp. 24,813-24,994)
Containing fugitive dust within the conveyor enclosure not only protects workers, it prevents gritty particulates from getting into rolling components such as idlers and pulleys, which can cause undue wear and potential seizure, as well as dangerous frictional heating. Spillage is also a contributor to conveyor-related injuries, particularly during routine maintenance and cleanup, and controlling fugitive material should be viewed as one of the primary elements in reducing hazards and preventing injuries. Spillage can block walkways, inhibit inspection and maintenance, create a tripping hazard and require regular cleanup that diverts vital man-hours. And while cleaning under or around a moving belt is considered to be a serious hazard, it remains a common practice.
In addition, material piling in the loading area can quickly encapsulate the belt and tail pulley. Spillage of just 4 grams (0.14 oz) per hour (gph) will result in an accumulation of 680 g (1.5 lb) by the end of a week. If the rate of escape is 4.5 g per minute, the buildup will approach 45 kg (100 lb) per week, exceeding 1.8 metric tons per year (mtpy) or 2 tons per year (tpy). With spillage of just one shovelful per hour, the total could reach 227 kg (500 lb) of material every day. That kind of volume can cause equipment breakdowns, foul the pulley face and promote belt alignment issues.

Figure 3 — Gaps, spillage and entrapment are not always apparent to the naked eye.
Installation and service of skirtboard systems to contain dust and spillage can also be hazardous, with some designs welded to the inside of the chute structure, involving confined space entry with a grinder or blow torch to perform maintenance, repair or replacement. Explosive dust is another serious hazard, easily ignited by sparks from metal tools and must be thoroughly washed from chute walls to avoid potential disaster.
Aside from the value of the lost cargo, these maintenance requirements demand extended periods of downtime, negatively impacting productivity and labor costs. Properly sealing the chute using modern skirting designs can help avoid equipment breakdowns, improve workplace safety and prevent excessive downtime due to dust and spillage.
Anatomy of Sealed Chute
The components of a well-designed and sealed loading zone will likely consist of a combination of components, including an enclosed loading chute, a heavy-duty belt support system, closely spaced idlers to avoid belt sag, adjustable skirting to contain fine particles, easily serviced wear liners, dust curtains to control air flow, a sealed tail box to protect the tail pulley and exit curtains to prevent release of fugitive dust. The trough angle will change throughout the settling zone, so proper skirt design for adequate sealing is important.
Usually made from natural or SBR rubber (or specialty formulations for specific applications such as underground mining), the skirting extends down the entire length of the transition enclosure, and is generally tapered at the bottom to match the trough angle of the belt. It is intended to ride the inside edges of the belt to maintain a seal on the enclosure and help trap any fine particles and dust that is not contained by the wear liners and chute wall. Without a wear liner to protect the skirt and chute wall from serious damage by bouncing and shifting cargo, both will degrade and fail quickly.

Figure 4 — Old belting used as a lay-in seal traps material between the seal and belt.
Skirting Issues
As the skirt edge loses its seal due to wear or belt sag, gaps are created, which can allow material to become entrapped in a “pinch point,” causing abrasion that gouges or chafes the surface of the belt down its entire length. Often blamed on pressure from the skirt, extensive study has shown pinch points occur most often when there is inadequate belt support or loading is done before the belt is fully troughed. Some of the major issues that result from entrapment are:
Scalloping occurs when trapped material forms a high-pressure area between the roller and the skirt, causing excessive wear on the sealing system. [Fig. 1]
Grooves can be created along the entire length of the belt under the skirt. [Fig. 2]
Regardless of the belt tension provided by the takeup pulley, small amounts of belt sag will occur between the skirt and belt, creating a space for fugitive dust to escape or material to become entrapped. [Fig. 3] This is avoided by using impact cradles or edge support rather than rollers in the loading zone for a more consistent belt plane through the settling zone. By creating a consistent plane, the straight edge of the skirt is able to retain a tight seal.

Figure 5 — At left: conventional external seal and internal wear liner can result in entrapment. At right: external seal and external wear liner system eliminates the gap.
Skirting Types
The main skirt sealing configurations are vertical sealing systems; internal wear liner and skirting; internal wear liner with external skirting; and external wear liner and skirting. There are also some alternative approaches using segmented sealing modules. Each of these come with their unique benefits and issues.
Segmented vertical sealing systems use a series of interlocking sealing blocks installed outside the skirtboard on special mounting plates. The interlocking blocks can be manually moved downward, but resist upward movement. However, since some wear disproportionately to others, they are difficult to adjust accurately (leading to scalloping) and are easily over-adjusted (causing premature wear to the seals and belt). Gaps caused by material being forced between the blocks make them prone to material entrapment and leakage of dust and fines.
Internal wear liner and skirt configurations are not usually adjustable and require significant downtime and labor to repair, maintain and replace. These activities are generally accompanied by workplace safety issues such as confined space entry and potential exposure to explosive dust. Since internal equipment operates under punishing conditions, wear is rapid and may result in short equipment life compared to other configurations.
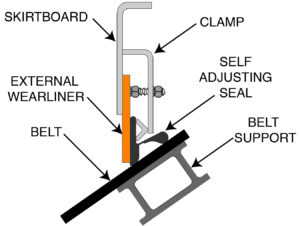
Figure 6 — External wear liner and dual self-adjusting seal with belt support is considered the state of the art.
A self-adjusting interior skirt features an L-shaped system with an outside assembly — similar to the self-adjusting skirt — with an inward extension under the wear liner that rides on the belt closer to the cargo to increase the range of tolerance for belt mistracking. Old belting should never be used for sealing, as the fabric will trap abrasive fines and wear grooves in the belt. [Fig. 4] Even with a deflector style wear liner, cargo will get between the seal and belt, and the pressure of the load will create wear unless the bulk material is totally non-abrasive.
The internal wear liner and external skirt configuration has been the industry standard for decades. It offers a safer and more adjustable solution for skirting, as it is typically held tightly against the skirtboard using an adjustable clamp system that can be accessed from outside the chute. However, the internal design [Fig. 5] can allow some material buildup in the gap between the wear liner and the skirtboard, depending on the size of the aggregate.
External wear liner and skirting configurations place both pieces of equipment outside the chute wall. [Fig. 6] If not originally supplied, this may require some restructuring of the chute, extending installation time. Placing the skirt seal and wear liner outside of the chute makes it easier for workers to perform adjustments more frequently and safely, resulting in a better seal on the belt and less material entrapment, while eliminating the need for confined space entry. Without confined space entry, the external design requires minimal tools to inspect, adjust or replace, and in most cases these tasks can be performed by a single worker.
The low profile of the skirt seal assembly needs only a few inches of clearance, allowing installation and maintenance in space-restricted areas. The design of the components drastically reduces scheduled downtime and the potential workplace hazards associated with replacement and adjustment.

Figure 7 – The external configuration redesigns the chute for more effective sealing.
Sealing by the Numbers
Innovative skirt designs apply practical engineering for safer and more effective sealing for trough angles from 0° to 45°. They are often made from improved materials to deliver chemical resistance and low abrasion index characteristics for reduced friction on the belt and splice.
Many dusty applications may need skirts featuring a secondary “dual seal” that rides further up on the belt angle behind the primary seal to offer an added layer of protection. If possible, experts recommend installing these in continuous lengths with no splices or possible gaps to avoid entrapment. Once the edge is worn, some designs allow the strip to be flipped over, effectively doubling the service life.
Self-adjusting skirting maintains a seal automatically as belt path fluctuates due to its design, without the need for adjustment and only periodic inspection. The use of self-adjusting skirting is also excellent for tight spaces where maintenance may be difficult. A low-profile skirting assembly should need only 6 in. (152 mm) of clearance for installation and maintenance in small spaces. For safer and faster maintenance, the clamps securing the skirt may be held in place with linchpins, making it an easy no-tool operation.
Skirting Best Practices
The skirt should be considered a safety device first and foremost, protecting the work environment from fugitive dust and spillage and therefore reducing the time exposed to hazards while cleaning, with the added benefit of increased efficiency. With this in mind, any manager contemplating a capital investment in a skirting and wear liner system should consider:
Hiring an outside engineer to design the best system for the application.
Installing equipment that features external maintenance.
Utilizing a skirting strip that extends the entire length of the chute to avoid seams.
Choosing skirting material that is free of fabrics, with a lower abrasion resistance than the belt.
Installing a self-adjusting system.
Choosing the option with the least worker exposure to equipment hazards.
Since skirts are wear parts, it is important that they are easily installed, adjusted, maintained and replaced as needed to avoid dust and spillage, mitigate downtime, improve workplace safety and reduce the cost of operation.
Case Study: Indiana Petcoke
A port terminal in Indiana handling petroleum coke (pet coke) was experiencing excessive spillage, tail pulley fouling and belt tracking issues on a transfer point from a stacker/reclaimer boom leading from a cargo ship to a conveyor system. When hitting the belt, the light, chalky substance spilled out the sides of the chute and piled on to the floor, creating a walkway hazard. This required workers to be reassigned from other duties several times per month to clean, increasing labor costs.
Moreover, the spillage was getting on to the return side of the belt and fouling the tail pulley, causing tracking issues. The company attempted to remedy the situation by having a new transfer chute built. However, once installed, operators realized that the problem was not with the vertical chute, but the loading zone and settling zone equipment.
Managers invited Martin Engineering to examine the issue and offer solutions. After thorough inspection, technicians installed wear liners, double skirting and upper/lower belt trackers. [Fig. 7] The wear liner protects the wall, while the double skirting forms a seal that rides lightly on the belt, keeping fines from escaping. The wear liner and skirts are externally mounted for safe and easy maintenance. To maintain a true belt path, technicians installed upper and lower tracking technology and closely spaced 35° idlers for belt support that slide out for easy one-person maintenance. To protect the tail pulley, a plow was installed on the inside of the belt return to deflect fugitive material.
Three Martin technicians and six contractors completed the project over two shifts of 12 and 14 hours. The chute was tested numerous times and adjusted until the optimum trough angle and belt seal were achieved. After several boat loads of material, the customer reported “not a single pellet has hit the deck.” Along with a near-complete elimination of spillage, operators said that the tracking issues were also resolved, and the tail pulley has had no incidents of fouling from return side debris. Moreover, the cutback in labor for cleaning has reduced worker exposure not only to the hazards of cleaning but the trip hazard of pellets on the walkways. The savings in cleanup more than paid for the installation.
Dave Mueller is a product manager for Martin Engineering.

