


A 2-ft crack opened and widened along the coal seam dewatering structure at a mine in Wyoming. It prompted a special blasting project managed by a Blast Optimization Team, which used TITAN products to accomplish their goals. (Image: Dyno Nobel)
Hardware and software solutions offer accurate predictions, improved production, and reduce costs
The latest solutions in the blasting space help reduce risk. Customers report using the solutions to successfully complete complex special projects and to achieve critical goals. Suppliers say those goals can be improved fragmentation, production and safety, and reduced costs. Which is why they say they expect rapid market acceptance and growing demand for the following solutions in the near future.
TITAN Delivers Win
A white paper by Dyno Nobel said partnering with a mine on a special blasting project in the Powder River Basin delivered optimal results and showcased a long list of benefits offered by TITAN products.
“The use of a solid Blast Optimization Team (BOT) to ensure a solid supplier and customer working team looking at daily production KPI’s as well as continuous improvement projects proved to be critical,” said Baron Fidler, general manager, corporate accounts, coal. Fidler represented the supplier on the BOT, which, over the course of three months, made a series of decisions that led to the safe execution of the special project blast.
The list of benefits offered by the TITAN products that were realized was topped by reduced or no post-blast NOx fumes, according to the paper. “Added benefits of increased water resistance, increased actual energy yield verses theoretical value, increased product sensitivity results in high-order detonation, and the ability to control density, redistribute energy, increase detonation pressure, and maintain cost per loaded foot (ft),” gave “good fragmentation and good displacement very similar to regular standing coal blasts.”
The blast, however, was far from regular.
The customer was a Wyoming miner producing 8,100- to 8,200-Btu/lb coal for electrical power generation. It is supported by Buckley Powder Co., a joint-venture business partner of Dyno Nobel with corporate offices in Englewood, Colorado,” Fidler said.
For dewatering, the mine “uses a crack line system ahead of the working panel to allow dewater pumps to be inserted,” the paper said. “The dewatering structure consisted of 11-in.-diameter holes drilled more than 100 ft in depth along a 5,000 ft-panel-length of pit.”
The BOT launched the special project after “a large coal crack … opened up along the coal seam dewatering structure,” the paper said. The crack ranged in width from 2 to 7 ft.
The BOT brainstormed solutions after it was determined that “trying to fill the crack in order to tram a blasthole drill across was not safe,” the paper said. “One solution was to talk with a contract driller who has a smaller track drill that could reach over the crack to drill holes from the surface,” it said. “This would allow the drill to remain on stable ground and the drill could drill at different angles with hole lengths to best match the burdens.”
The proposed process “consisted of maintaining demarcation of unstable ground, tie-off when working on outside of the crack, crossing the crack with portable plank-type bridges, continuing crack monitoring, and doubling the blast event clearance distance,” the paper said.
An Epiroc SmartROC T45 was used to drill the holes. “At first a spherical button bit was used but was slow,” the paper said. Eventually a ballistic bit was used.
The driller was ordered to stay away from the crack.
Using 43 drill stations, the proposed blast pattern had 107 5-in.-diameter holes in three rows along 505 linear ft. “Drill hole angles ranged from 58° to 7° off vertical in a fan shape,” the paper said. “Hole depths ranged from 25 to 48 ft with hand stemming of 12 to 35 ft.”
The TITAN Differential Energy calculator was used to arrive at the blasthole loading options. “The calculator is a mobile phone app allowing the user to quickly determine the pounds per loaded ft and pounds per hole on the blast bench in order to make adjustments for conditions the blaster encounters,” Fidler said. TITAN XL1000 only uses a single-density emulsion segment per hole, but the calculator easily calculates various column load comparisons, Dyno Nobel reported.
“The mine surveyed the area, providing a coal block model with hole angles and locations to allow for much of the hole loading calculations to be completed prior to start,” he said. “Utilizing pre-blast modelling allowed for much of the hole loading to be completed with minimal on-the-bench adjustments.”
The BOT planned for the pattern to be loaded during a single day shift. It prioritized “the safety of the surveyor, drill crew and blast crew to ensure good coal recovery percentage,” Fidler said.
Three crew members were involved in the hole-loading process.
“NONEL MS (millisecond) down-the-hole delays and Trojan cast boosters were used as primers,” the paper said. At a rate of 125 lb/min, “TITAN XL1000 was loaded into the holes with a 1.10 g/cm3 (68.7 lb/ft3) density using a 1-in. flexible hose,” it said.
Using TITAN products meant the crew could “make adjustments as they loaded along the length of the blast using an easily manageable flexible loading hose,” Fidler said.
Sometimes “the hose was pushed into the holes and the water was displaced as the emulsion was loaded,” the paper said.
At 100% waterproof, TITAN XL1000 is chemically sensitized to “minimize lost emulsion into cracks and fissures,” Fidler said.
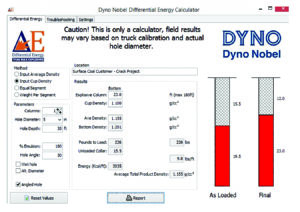
For a complex special blasting project, the TITAN DIFFERENTIAL ENERGY calculator was used to determine the blasthole loading options. (Image: Dyno Nobel)
“The emulsion density can be adjusted to match the hole conditions, meaning if the coal was solid with good burdens then the density could be increased to allow for increased pounds per loaded blasthole,” he said. Conversely, if the coal was “cracked with poor burdens the density could be reduced to allow for reduced pounds per loaded blasthole.”
“Stemming collars ranged from 10 ft to 15 ft,” the paper said. Holes had to be hand stemmed. Sometimes a push pole was used.
The blast delivered the expected results and showcased the benefits of using multiple TITAN products in concert. “General comments are the material was dug without complaints from wheel loader operators and there was no change in production,” the paper said.
The customer was satisfied with the results and continues its partnership with Dyno Nobel and Buckley Powder Co., Fidler said. “The mine still uses TITAN XL1000 today.”
AVM Increases Production
Orica Ltd reported Advanced Vibration Management (AVM) can help a mine predict blast vibrations, meet regulations, cut risk and improve productivity.
“Blasting is a risky event that, if not conducted safely and accurately, can impact sensitive infrastructure,” said Raj Mathiravedu, vice president, digital solutions. “A key part of a mine’s license to operate is to limit its impact to the community and environment, including key mining infrastructure,” he said. “AVM provides that additional level of control, allowing the blasting engineer to predict what will happen before it happens.”
AVM is an extension of the company’s SHOTPlus blast design and modelling software. It gives users the option to leverage the BlastIQ platform and suite of enhanced blast optimization tools for “increased control of the blast design,” Mathiravedu said. “SHOTPlus is used to design the blast, AVM is used to model the blast outcomes, and BlastIQ is used to implement the optimum design, store documentation and measure performance.”
AVM offers tools that allow the user to generate and run vibration and airblast models that consider multiple points of interest. “When used in conjunction with the BlastIQ suite, AVM allows customers to seamlessly link blast designs, drilled actuals, and vibration measurements,” Mathiravedu said. The solution utilizes cloud computing architecture to “deliver reliable and timely data across multiple measurement points throughout the operation.”
It was designed to be “user-friendly,” he said. AVM “connects automatically to SHOTPlus, removing unnecessary importing and exporting of files,” and has an “easy-to-navigate and insightful interface to capture and view both the predicted and actual results of vibration monitoring.”
The solution features tools for producing charts, graphs and images that support detailed analysis for each monitoring point, and that give the predicted airblast vibration results for all monitors. Offered benefits include increased production, reduced costs, ensured compliance, and improved safety.
AVM provides tools and insights that allow the customer to most effectively blast areas that, without those tools and insights, might be off limits.
“When structures sensitive to vibration and airblast are closely located to an operation, uncontrolled blasting operations can cause significant damage,” Mathiravedu said. “With an advanced prediction algorithm, customers can now access areas of their operations that may have previously been inaccessible or deemed too high risk to blast in,” he said. “This can allow operations to potentially extend the overall life of an operation and enhance its license to operate.”
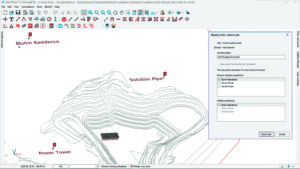
Advanced Vibration Management, an extension of SHOTPlus blast design and modelling software, can be used to model blast outcomes for risk mitigation purposes. Above, a blast design in SHOTPlus Premier with points of interest marked. (Image: Orica)
It also can be used to increase productivity through better fragmentation. It optimizes “blast designs that remain within environmental monitoring constraints,” he said.
AVM offers tools that can assist in achieving full compliance to regulations. “Beyond supporting the operation’s license to operate,” it “enhances control of blast outcomes by modelling and calibrating blast designs until they are productive and compliant,” Mathiravedu said. “Critically, AVM enables an engineer to optimize blast performance without the risk of exceeding vibration or airblast limitations.”
By modelling a blast’s vibration and airblast prior to blasting, the solution can be used to support safety protocols. It can be used to achieve time savings by quickly generating models and analysis that, when provided by other solutions in the market, “are often time-consuming and performed on a discrete basis,” Mathiravedu said. By delivering accurate vibration predictions, it reduces damage and unnecessary vibration mitigation measures, thereby cutting costs.
The solution was used for many years by Orica Technical Services before being developed for an open market release. “Historically, AVM was only available to Orica engineers,” Mathiravedu said. “However, in 2020, AVM was released to the international market as an add-on to our BlastIQ suite of products,” he said. “This provides our customers with a more holistic suite of digital solutions to drive continuous blast optimization.”
In May 2021, Orica released a case study on usage of the solution at a mine in India. The mine planned to execute blasts near infrastructure and an adjacent village.
The mine tapped Orica for consulting, and the supplier proposed AVM to help keep “ground vibration levels below the statutory limits with 95% confidence,” Orica said. The software would also be used to increase “blast size while keeping vibration controlled.”
AVM was used for “constants estimations and calibration for blast optimization,” Orica said. “After accurate data collection at different distances from the blast, a vibration prediction is formulated using Orica’s flagship blast design software SHOTPlus and Cycad.”
The miner and supplier then executed “half-ring blasting using deck charging … and initiation pattern as per Orica’s recommendation,” Orica said. The plan worked, and the miner kept the “nuisance within limit.” Results included a “vibration below 10 mm/s, which subsequently reduced the impact to the nearby residents.” Downstream benefits included increased “daily production, which helped in achieving the annual production target.”
The miner described Orica as “highly supportive,” helping to achieve results in terms of keeping the vibration within limits along with bigger blasts, which helped us achieving our production targets.”
Adoption and deployment of AVM requires technical configuration and calibration, provided by the supplier.
The solution furthers Orica Digital Solution’s mission of “designing, predicting, measuring, and implementing change for a continuous improvement workflow,” Mathiravedu said. “This workflow allows us to ‘Design for Outcome,’” he said. “By providing control of blasting to our customers, we ensure high performance with minimal risk.”
BLAST DOG Offers Savings
IMDEX reported Blast Dog and Bore Hole Stabilizer (BHS) were adopted by two mining companies hoping to leverage the offered benefits for both drill-and-blast operations and downstream processing.
In a prepared statement, the company said Blast Dog, which was in part co-developed by a coal mining customer, was deployed in August 2022 to Iron Bridge, in the Pilbara region of Western Australia. “The agreement provides for the staged utilization of up to three Blast Dog units together with associated products, software, data analysis, reporting and support,” IMDEX said. Separately, “early in the first quarter of FY22 IMDEX signed its first significant commercial contract with a tier-one resource company in South Africa for its BHS.”
Blast Dog is a “commodity agnostic blasthole sensing and physical measurement technology” that gives near-real-time blasthole characteristic data. “It is deployed for logging material properties and blasthole characteristics at high spatial density down the bore hole and across the bench and mine,” the supplier said.
Hardware includes a track-mounted robotic platform “with semi-autonomous hole positioning and alignment capability working over variable terrain and bench conditions,” IMDEX said. “It delivers unrivalled pre-blast rock knowledge and a 3D view into the bench.”
The data can be used to improve safety, mine planning, blast design, and fragmentation. It can also be used to help reduce fumes and flyrock, vibration, air-blast and dust, and to improve material assignment post-blast, the company said.

Using a track-mounted robotic platform, Blast Dog captures material properties and blasthole characteristics at high spatial density down the bore hole. (Image: IMDEX)
“The downstream benefit is a significant targeted reduction in electricity consumption at the crushing and grinding phase, as just one example,” CEO Paul House said. “That efficiency can be achieved through better orebody knowledge.”
Blast Dog was developed and tested for five year in the United States, Queensland, Western Australia, and Chile, including at a metallurgical coal mine. The solution will be trialed in 2023.
“The next-generation Blast Dog will incorporate additional sensors, software, and data-answer products,” House said. “And its application would be expanded to other commodities and geographies and eventually to underground applications.”
Also new to the market, BHS is a multifunctional drilling fluid formulated specifically for drilling and blasting. It “has a unique formulation that enables it to penetrate deep into the surrounding strata where it will bond friable, fragmented materials, significantly reducing the need for excess conditioning, expensive redrills, or casing,” IMDEX said.
It is currently being trialed underground at sites in Africa, Asia, and Australia, IMDEX said. “Further opportunities exist for surface applications.”
Trial results show “BHS delivers improved productivity while using less explosives and less redrills,” IMDEX said.
“It helped to prevent a wide range of down-hole problems including poor collaring, hole decay or sidewall instability,” IMDEX said. It also “provided a degree of lubrication to the hole to improve lifting capacity of the air stream for cuttings transportation.”
At an underground mine in Western Australia, usage of BHS “resulted in an increase of up to 40% more meters drilled per day, and reduced drilling consumables by up to 50%,” IMDEX said. It also “improved load times and explosives use for explosive crews, and reduced HSE risks through less manual handling to mobilize and install casing.”

