

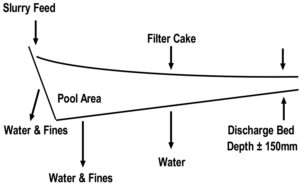
Figure 1 — A graphic representation of a typical linear-motion backslope Dewatering Screen.
By Anthony Yell
Dewatering and desliming screens are often mistaken to be the same or at least interchangeable. Some miners use a vibrating screen that dewaters but removes fines as well. Conversely, a deslime screen removes fines, but is not designed to dewater efficiently. To know which to deploy, it is critical to know the functions and benefits of each.
Vibrating dewatering screens (high-frequency screens) are normally linear-motion, either horizontal or inclined at 5° to 7° upwards with a back plate sloped at 45° to the rest of the screen deck. The back plate will often have screen panels in them to increase drainage capacity. The goal is to achieve a filter cake that is dry enough to convey. Modern handling processes require the filter cake be as dry as possible to optimize water recovery for re-use and to reduce operating costs. In addition, a lower moisture content can significantly impact compaction on an impoundment.
A slurry is fed onto the dewatering screen, landing in the pool area. A large portion of the water and fines drain out of the back plate and feed-end screen panels. As the feed moves forward along the screen length, a filter cake is formed and a major portion of the remaining water is squeezed out of the filter cake as it compresses. This leaves a filter cake that typically has a moisture content of around 20%, which is dry enough to discharge onto a conveyor. The actual percentage discharge moisture achieved is determined by the feed grading. The finer the feed, the higher the moisture content in the filter cake due to the voids between particles being smaller and the effects of surface tension.
The height of the discharge bed depth also plays a part in the filter cake moisture content. Ideal is a discharge bed depth of between 150 and 200 mm (6 to 8 in.). If the discharge bed depth is too high, then the excess water is unable to drain through the filter cake efficiently and it will be carried over.
Typically, the aperture sizes used on dewatering screens are either 300- or 500-micron slotted apertures. In the puddle area referenced in Figure 1, while dewatering the feed slurry, a portion of the feed that is sub-300 to sub-500 microns will drain out with the water as well. The finer the feed, the higher the proportion that tend to be screened out. Therefore, if you want to retain fines, then, unfortunately, you cannot feed a dewatering screen a high percentage of fines smaller than the aperture size.
Once the filter cake is formed, the fines will adhere to larger particles, and due to surface tension only a very small percentage of fines are lost.
Linear-motion refers to the type of drive used on these dewatering screens. It is typically two counter rotating vibrator motors that lift the particles at 45° to the deck and then allow them to drop vertically.
Simplistically, the length of the stroke is determined by the speed of the vibrator motors and the gravitational (G) force generated by the drive. Typically, high-frequency dewater screens use 4 Pole vibrator motors that rotate at 1,740 RPM at 60 Hz and generate a stroke of between 2 and 3 mm, depending on the G force. Linear motion also allows the feed to move up a slope to a maximum of around 7°.
This small stroke is in line with general screening theory, which states that, for efficient screening, the stroke, in general terms, should be small for small apertures and large for large apertures. In addition, on a dewatering screen, a small stroke will result in a slower forward velocity and, when coupled with the 5° to 7° screen inclination, reduces the velocity even further, producing a longer retention time, resulting in a thicker discharge bed depth (filter cake). This then facilities the efficient dewatering of the filter cake as it compacts along the screen length. The cake compresses as it moves towards the discharge end, squeezing out the remaining water.
Contrast that process and result with that of a deslime screen.
A deslime screen’s function is to remove fines and water from the feed. It can also dewater to a certain extent at the discharge end, provided there is enough screening area left after the spray bars to drain excess water. The idea is to feed a slurry onto the screen with slotted apertures determined by the required cut point (typically 800 to 1,000 microns) and to remove as much of the fines in the feed (the sub-800 micron fraction) as possible. To achieve this requires low bed depths and as much wash water as possible to assist the screening process to wash out the fines. Ideally, add 2 to 3 tons of water for every ton of solids in the feed.
Slotted apertures outperform square apertures when you want an accurate cut size. A slot drains 30% more than a square aperture due to lower surface tension.
Low bed depths allow for effective stratification, resulting in efficient removal of fines with the further assistance of the wash water. To dewater the product, there needs to be sufficient screen area at the discharge end of the screen to drain the excess water.
The drive on a deslime screen can also be linear-motion, as used on a dewatering screen with a small stroke as well.
Deslime screens in coal are often referred to as feed preparation screens, and remove fine coal ahead of the dense medium process to allow for a more efficient separation of the discard from the clean coal. These can be large linear-motion horizontal screens. The more recent trend is to use large banana screens due to their higher capacity for this type of duty. Banana screens have the added benefit that, with the high travel velocity of the feed over the screen deck, the bed depth remains low, resulting in efficient stratification and fines removal.
It should be noted that when using these large banana screens, at 10-, 12-, and 14-ft wide, it is not practical to use drive speeds of 1,740 RPM as on the ahigh-frequency dewatering screens. The drives are normally large, geared exciters that rotate at between 700 and 950 RPM. This means that the stroke is typically 6 to 8 mm. This is higher than general screen theory would recommend for fine apertures. However, provided that there is sufficient screen area and wash water available to screen out the fines, and the bed depth is low enough, high screening efficiency is still achieved.
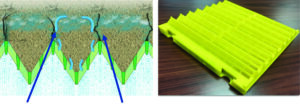
Figure 2 — A cross section of, and photo of, the Tee Pee Modular Panel.
The panel options are numerous but not all panels perform the same for several reasons.
Coal dewatering screens often use either wedge wire or modular polyurethane panels. Slots typically run in the direction of flow and the slot width determines the cut point (particle size that will pass through the aperture). A slot in the direction of flow will cut at the slot width. For example, if you have a 500-micron slot it will cut at sub-500 microns when new. Due to a self-relieving taper of typically 5° on apertures, as the panel wears, the aperture size will increase, which will increase the cut size marginally as well.
The reason why apertures have this taper is to reduce the chance of pegging of near-size particles in the apertures. If two screen panels have the same slot width and same open area, the drain rate remains the same whether the slot is in the direction of flow or across-flow. What does change is the cut size. A slot across-flow will typically cut at 20% to 25% less than with-flow. Therefore, a 500-micron slotted aperture across-flow will cut at around 400 microns.
Another consideration is the slot length. The VSMA Handbook defines two categories of slot length. With short slots, the slot length is less than four times the slot width. Long slots are more than four times the slot width. On banana screens where the top slope inclination is 30° to 35° down, long slots are used; and, as the inclination reduces to 15° and less, short slots are used. Typical long slots used on banana screens are around six times the slot width.
On deslime (feed prep) screens, the screen media is often a matter of choice. Both wedge wire and polyurethane panels have their merits. Today’s modular polyurethane panels are designed as high-flow, so they typically have open areas that are comparable to wedge wire, and their wear life is often longer.
With the advent of the TeePee Panel that typically has double the open area of a conventional flat modular polyurethane panel, drain rates increase accordingly. That, and the rake action of the corrugation on the underside of the filter cake, releases more water, resulting in a lower-moisture product.
Higher drain rates can be achieved using TeePee Panels on dewatering screens; however, if the discharge bed depth is too high, you will still carry over excess water that cannot drain through the bed.
Anthony Yell is the mining division manager for Tema Isenmann.



