

Accidents involving mine hoist operations are relatively rare, but when one does occur, the outcome can be tragic if it results in personnel injuries or fatalities, or financially grim when an incident ends with equipment damage, extended production downtime, or regulatory fines and sanctions — if not all three.
Accidents stemming from worker misjudgment, distraction or just bad luck will always be difficult to eliminate entirely. For instance, in one of the most recent hoisting-related incidents resulting in a fatality, a worker in the shaft of a Nevada gold mine, standing near the edge of a work platform mounted on top of a skip, simply bent over to sneeze while the skip was in motion and was killed when his head was caught between a shaft crossbeam and the platform handrail.
This type of horrifying and almost unpredictable accident reinforces the need for mine management to be constantly vigilant in assessing and enforcing its worker safety training and operational procedures. The other side of the coin — keeping a hoist and its ancillary equipment in top operating shape — presents an opportunity to take advantage of a number of options, including inspection services from OEMs or third-party firms that can help reduce or eliminate potential mechanical problems. If a mine operator can’t confidently answer “yes” to the following questions, it might be time to take advantage of one of these services:
- Can you guarantee your hoist will stop safely?
- Is your hoist’s production cycle at its optimum rate?
- Do you know how the hoist’s brake units are performing?
- Is your maintenance budget growing to cover future contingencies?
- Do you have the in-house skills and resources to keep the hoist at its optimum level?
REMOTE MONITORING, ON-SITE FINGERPRINTING
Assuming that a significant number of mine operators could use some degree of outside assistance for hoist care, ABB launched its Hoist Performance Monitoring Service in 2013. With this service, ABB experts monitor and analyze a hoist system remotely, linking hardware monitoring with secure remote access options and expert software. It offers two components designed to maintain hoist performance:
- Hoist service experts provide a scheduled quarterly analysis of collected data against established key performance indicators (KPIs). Through remote sessions with ABB engineers, corrective actions can be implemented. After every analysis, the customer gets a follow-up report.
- Continuous asset monitoring over extended periods. If the monitored hoist system shows abnormal conditions, pre-established triggers alert the customer immediately.
ABB proactively investigates the source of the alarm and provides recommendations to restore process performance.
ABB said the Hoist Performance Monitoring Service uses continual data collection and analysis to transform raw data into actionable information, pinpointing issues so that the hoist operator can ensure optimal performance of equipment and systems. ABB’s ServicePort, a secure, remote-enabled service delivery platform, enables the retrieval of information from numerous operational points, including the hoist’s motor, hydraulics and brakes, and helps to diagnose and identify root cause problems.
 More recently, ABB — which has installed more than 700 mine hoists around the world since 1937 — rolled out a hoist consulting and assessment service called Hoist Performance Fingerprint, first offered last year in Australia, Sweden and South Africa, and this year expanding to Canada, the U.S. and Mexico.
More recently, ABB — which has installed more than 700 mine hoists around the world since 1937 — rolled out a hoist consulting and assessment service called Hoist Performance Fingerprint, first offered last year in Australia, Sweden and South Africa, and this year expanding to Canada, the U.S. and Mexico.
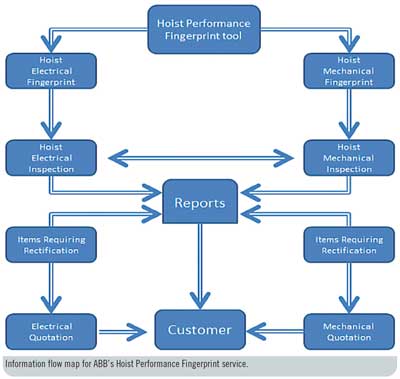
Hoist Performance Fingerprint helps customers assess and optimize the condition of their mine hoists. It consists of a structured audit of complete hoist systems, covering all electrical and mechanical parts to ensure reliable and safe hoist operation. The entire hoist system is assessed, analyzed and tested using high-quality data collected from more than 20 predefined points and a structured tailored analysis tool. This data forms the backbone for any further analysis done after leaving the site. All results, findings, as well as corresponding recommendations for optimizations and improvements, are then presented to the customer in a detailed report for follow-up.
Benefits of structured hoist equipment assessment and testing, according to ABB, include the capability to stay in compliance with applicable statutory requirements, identify shortfalls in preventive maintenance activities and in necessary maintenance training, and properly assess the status of the equipment relevant to its life cycle. Reports that ensue from the service can be used as statutory documentation, or as tools for maintenance planning and budgeting.
“The Hoist Performance Fingerprint is a cost-effective service that provides diagnostics, key findings and recommendations in less than a week,” said Remy Lanoue, global service manager for ABB’s Process Industries business unit. “By assessing and analyzing all electrical and mechanical parts of the hoist system, we offer our customers a comprehensive service solution from a single source. This holistic concept is unique in the underground mining market.”
READING THE ROPE
Constant flexing, load strain, abrasion and environmental influences such as heat, humidity and corrosion make life difficult for hoist ropes, and serve as ongoing points of concern that make rope inspection necessary on a regular basis. Visual inspections of hoist ropes are important, and although non-destructive testing (NDT) by electronic means can be helpful in identifying broken wires and metal losses, wire rope manufacturers agree that NDT should be combined with eyes-on examinations.
Bridon International, a global supplier of wire rope for hoisting applications, offers some useful advice for conducting visual rope inspections. The company cautions that these guidelines are provided as an aid and not a replacement for involvement of a competent person in any inspection.
To begin with, particular attention must be paid to those sections of rope which experience has shown to be liable to deterioration. Excessive wear, broken wires, distortions and corrosion are the more common visible signs of deterioration. Wear is a normal feature of rope service, and the use of the correct rope construction can ensure that it remains a secondary aspect of deterioration. Lubrication may help to reduce wear.
- Broken wires are a normal feature of rope service toward the end of the rope’s life, resulting from bending fatigue and wear. Local breakup of wires may indicate some mechanical fault in the equipment. Correct lubrication in service will increase fatigue performance.
- Distortions are usually a result of mechanical damage and, if severe, can considerably affect rope strength.
- Visible rusting indicates a lack of suitable lubrication, resulting in corrosion. Pitting of external wire surfaces becomes evident in some circumstances. Broken wires ultimately result.
- Internal corrosion occurs in some environments when lubrication is inadequate or of an unsuitable type. Reduction in rope diameter will frequently guide the observer to this condition. Confirmation can only be made by opening the rope with clamps or use of spike and needle to facilitate internal inspection.
In addition to these fundamental inspection points, look for other possible factors that affect rope performance, Bridon said.
Multilayers of rope on the drum can result in distortion in the underlying layers.
Bad coiling (due to excessive fleet angle or slack winding) can result in mechanical damage such as severe crushing, and may cause shock loading during operation.
Small diameter sheaves can result in a permanent set in the rope, and will lead to early wire breaks due to fatigue.
Oversize grooves offer insufficient support to the rope, leading to increased localized pressure, flattening of the rope and premature wire fractures. Grooves are deemed to be oversize when the groove diameter exceeds the nominal rope diameter by more than 15% in steel or 20% in polyurethane liners.
Undersize grooves in sheaves will crush and deform the rope, often leading to clear patterns of wear and associated wire breaks.
Excessive fleet angle can result in severe rope wear due to scrubbing against adjacent laps on the drum. Rope deterioration at the termination may be exhibited in the form of broken wires. An excessive fleet angle can also induce rotation causing torsional imbalance. (Fleet angle, according to Bridon, is usually defined as the included angle between two lines — one that extends from a fixed sheave to the flange of a drum and the other that extends from the same fixed sheave to the drum in a line perpendicular to the axis of the drum.)

