

Figure 1: Typical view of a blast furnace plant.
Iron is the cheapest and most widely used metal. Its annual production exceeds, by far, that of all other metals combined. It comprises approximately 93% of the tonnage of all the metals used. Its extraction from ores dates back to ancient times. However, it was not until the 14th century that furnaces were developed that could not only produce iron, but at the same time, melt it so that the product called pig iron could be tapped from the furnace in a molten form, thus allowing large scale production and continuous operation. Such a furnace is called a blast furnace because of the blast of air introduced. Figure 1 shows typical views of a modern blast furnace plant.
At present, most pig iron is transferred in molten state to steelmaking plants, and in this form, it is referred to as hot metal. Sometimes it is required in solid form for convenient handling and therefore is cast into molds where it solidifies to form what is referred to as pigs.
Processes taking place in the furnace are:
- Reduction of the iron compounds present in the ore; and
- Separation of the resulting iron from the slag.
-
Steel is the most important commercial form of iron because of its high tensile strength. Molten pig iron from the blast furnace is usually stored in a hot-metal mixer before transferring it to the steelmaking plant in a transfer ladle known as “torpedo.” To ensure the production of high-quality steel, the sulfur content of the molten iron is reduced by adding a desulfurizing agent, e.g., calcium carbide in the hot metal mixer.
Coke in the blast furnace has two functions:
- As a fuel producing the heat required for reduction and melting the iron; and
- To supply the reducing agent (mainly carbon monoxide or CO).
Besides, a small amount of carbon dissolves in the hot metal, thus lowering its melting point. The main requirements for coke are high calorific value, high mechanical strength and low impurities. A typical analysis of coke is given in Table 1. Coke burns intensively near the tuyères; temperatures in this region reach 1,700°C. At this temperature, CO2 reacts immediately with carbon to form CO:
C + O2  CO2
CO2
C + CO2 2CO
The present technology for its manufacture is based on heating coal in retorts in absence of air then quenching the product with a limited supply of water shower. This last step is highly polluting due to dust and toxic organic emissions (see Figure 2). It also consumes appreciable amounts of water.
New Technology
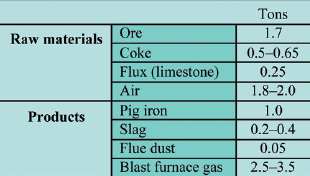 |
| Table 1 – Raw materials and products of a blast furnace |
 |
| Figure 2: Water quenching of coke. |
 |
| Figure 3: Coke dry plants quenching (Kishimoto and Tashima, 2015) |
 |
| Figure 4: Dry quenching of coke. |
A new technology first introduced by Nippon Steel Corp. at Kitakyushu in Japan in 1976, is now installed in 111 units around the world, but strangely enough not yet in North America (see Figure 3). In this dry quenching process, nitrogen is used in a closed circuit to avoid environmental emissions. In addition, heat is recovered in the form of steam, from the red-hot coke (see Figure 4).
Coke leaving the retorts is charged at the top of a closed reactor that acts as a heat exchanger through which nitrogen at 130°C is introduced at the bottom. The coke is then discharged at 200°C while nitrogen after passing through a dust removal system leaves at 900°C to a boiler to generate steam, and then recycled to quench the coke. In addition to eliminating the pollution in the coke plant and recovering the heat from the hot coke, less coke fines are produced.
It is evident that in an integrated steel plant, air is liquefied to produce oxygen for top-and-bottom blowing technology. Nitrogen generated in this operation could be recovered for the dry quenching process. Dry quenched coke is harder and stronger, and its moisture content is much lower than that of wet quenched coke. Furthermore, water is not wasted from the process and not contaminated with toxic pollutants. In North America, dry quenching has been repeatedly rejected as unnecessary and costly.
In summary, the dry quenching of coke introduced in 1976 is now used at a number of plants. It uses nitrogen in a closed circuit to avoid environmental emissions. In addition, heat is recovered in the form of steam, from the red-hot coke. In steel plants oxygen is used extensively and therefore by-product nitrogen from air liquefaction can be effectively utilized in this way.
Dr. Fathi Habashi is a professor with the Department of Mining, Metallurgical and Materials Engineering for Laval University in Quebec City, Canada. He can be reached at Fathi.Habashi@arul.ulaval.ca.
Suggestions for Further Reading
Y. Ishida and K. Yokote, “Coke Dry Quenching in Connection with Environmental Counter Measures and Energy Savings,” pp. 21-26 in “Greenhouse Gases in the Metallurgical Industries: Policies, Abatement, and Treatment,” edited by C.A. Pickles, Canadian Institute of Mining, Metallurgy, and Petroleum, Montreal, 2001.
F. Habashi, “Textbook of Pyrometallurgy,” pages 311-319, Metallurgie Extractive Quebec. Quebec City, Canada, 2002. Distributed by Laval University Bookstore Zone, www.zone.ul.ca.
K. Kishimoto and S. Tashima, “Spread of Coke Dry Quenching System,” Second European Steel Technology and Application Days conference, Düsseldorf, Germany, June 15-19, 2015.
D. W. Wilson, “Dry Quenching of Coke,” Proceedings of Second International Conference on Bituminous Coal, Pittsburgh, Pennsylvania, 2, 685 (1928). Quoted by E.R. Riegel, Industrial Chemistry, Reinhold, New York, 1942, p. 256.

