


Big data was used to help plan engine maintenance on a fleet of 40 Liebherr 282 trucks at Peabody’s NARM with the data showing the MTU engines reportedly running for more than 40,000 miles before being overhauled. (Photo: MTU)
Advanced technologies are changing maintenance planning roles, and revealing the importance of good technicians and the people who manage them
by jesse morton, technical writer
According to the experts, the latest trends in maintenance planning speak to the state of the technology in the mining space. Like many other tasks, maintenance planning is becoming more data driven, and emergent solutions could someday enable it to be done remotely. As machine health monitoring data improves, certain maintenance tasks can be automated. Yet, currently some of the efforts in these directions have resulted in fewer wins than previously anticipated.
For example, according to the experts, computer scientists still generally cannot use machine health data alone to arrive at the exact cause of a mechanical malfunction. Similarly, teleremote solutions have yet to prove capable of entirely relocating maintenance planning personnel to cubicles at company headquarters downtown. Both fail because they implicitly undervalue the technician that can put hands and eyes on the equipment.
The example of the teleremote-controlled machine offers a telling comparison. The numbers it produces are promising, but by operating unmanned, a set of challenges and constraints emerge. For the moment, there has to be someone on site who knows the machine well to provide critical information on it to keep it up and running. Similarly, teleremote maintenance planning seems advantageous and in some cases could be doable, but in others causes problems that come at a cost.
As a result, for the moment, a middle path is being charted by many operations. Increasingly, machine health data is driving maintenance planning and scheduling, and steps are being taken that could one day lead to planning being increasingly done remotely.
One example would be one hauler engine maintenance team at Peabody’s North Antelope Rochelle Mine (NARM), the world’s largest coal mine, which produces in the range of 100 million tons of coal per year.
A white paper recently released by Rolls-Royce subsidiary MTU described in general terms the maintenance of 40 Liebherr 282 trucks, running on 20-cylinder MTU Series 4000 engines over the course of just under 50,000 hours of operations at NARM. The trucks were deployed in 2011 and were operated in 11-hour shifts.
Per the report, several assumptions backing scheduled maintenance events conflicted with the findings of machine health data analysis. Planners deferred to the latter, to the benefit of the miner.
Indeed, the report relays an unmitigated success story on how top tier engine technology required minimal maintenance, surpassed expectations, “performed like clockwork,” and ran, metaphorically speaking, forever.
To find out more on how machine health data played into that success story, Coal Age reached out to the MTU agent at NARM. What he said confirmed some of the information the experts reported on how machine health data is simplifying some maintenance planning tasks.
It also confirmed their findings that the day when mining is done entirely by autonomous robots is not exactly at hand. Instead, according to the experts, reality is the well-trained technician and planner may still be the most critical asset in the maintenance department.
As futuristic as some of the solutions on the market are, some maintenance planning tasks currently can’t be automated or done entirely remotely.
Teleremote Maintenance Planning
Gerard Wood, managing director of Bluefield Asset Management and the author of Simplifying Mining Maintenance, said centralized remote planning is trending. “This is also true for other functions that have been moving to a centralized location far from the mine and run remotely,” he said. “It is the advances in technology that have been enabling this to occur and it is also the enabling technologies that will eventually enable planning to be done more remotely.”
Dr. Peter Knights, professor at the School of Mechanical and Mining Engineering at the University of Queensland, said advances in digital connectivity has allowed at least one major mining company to transition all maintenance planning to city-based offices.
That company would be a statistical outlier.
In practice, transitioning maintenance planning to cubicles in skyscrapers is beset by challenges other companies have found to be insurmountable. “At this point in time, the efforts to make maintenance planning a remote function have not been very successful,” Wood said. “Some companies have centralized the function but then sent it back to the sites again.”
For good reason, he said. The idea of remote planning is based on the idea that maintenance plans can be forged that then work out perfectly. This premise is patently false, he said.
“The worst mistake people can make with planning is to think there is such a thing as a perfect plan,” Wood said. “We need to continually work, day in and day out, to improve the planning and make the work execution more efficient.” On the ground, this looks like plans failing and then being revised, over and over again.
That reality often proves difficult to build neatly into an office schedule. “The short term, month-to-month planning requires very close communication with the supervisor,” Wood said. “The number of potential problems during scheduled maintenance that can cause delays is very large and only by open communications daily, or at least weekly, between the planner and supervisor can the site continue to improve the planning and eliminate these problems. It is a process of continual improvement.”
Wood said he is optimistic that technological solutions will eventually enable effective remote planning. “These limitations will eventually be overcome through better communication technology and through virtual visual models of the equipment that can be updated when a machine moves past a certain point or is serviced,” he said. “Enabling the planner to see the machine and the current condition will assist greatly in the short-term planning environment.”
The MTU report and its agent validated much of Wood’s assertions. At NARM, machine health data drove hauler engine maintenance planning, and those plans had to be repeatedly revised.
The agent, Chris Feister, product support representative, Interstate Powersystems, said the key performance indicators for the engines were hours, machine health data and lube oil analysis data. “Product demand and needs also dictate when maintenance is performed,” he said.
Machine health data included, among other things, day-to-day temperatures and pressures, Feister said.
Lube oil sample and centrifuge collection baselines were analyzed for trends. “All engine components were shot for metallurgy to help determine which parts may be failing or wearing when a lube oil sample was flagged or centrifuge cake was above baseline levels,” Feister said.
Component failure rates were tracked and analyzed. The resulting data trends then were used to help determine potential component life.
“The structure worked well due to a lot of good data and data collection, which helped with trend analysis,” Feister said.
Trend analysis prevented unnecessary work that had been planned.
Preventative maintenance was scheduled for every 500 hours. “During this time, they performed all recommended procedures, including valve adjustments and injector changes,” MTU reported. The data was run on each engine to identify issues “before they became big problems.”
Per the schedule, an overhaul was recommended at the 20,000-hour mark, MTU reported. Yet the data suggested the 3,150-hp engines didn’t need it.
“A lot of life remained in the engine and the team moved the target for overhauls to 24,000 hours,” MTU reported. Data analysis then pushed it back to 28,000 hours.
“The target kept inching forward with every truck that came into the shop,” MTU reported. Ultimately, the engines weren’t overhauled until they had breached at least the 43,000-hour mark.
The use of machine health data and data analysis proved to be “a success on all parts,” Feister said. It especially went well when the technicians did the data collection and filing tasks properly.
According to the experts, those tasks are vital to the process of standardizing data, which is a critical step in the process of streamlining data-driven maintenance planning.
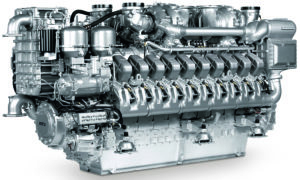
The 20-cylinder MTU Series 4000 engines in the Liebherr 282 trucks offer peak torque of 15,000 Nm and were designed for continuous use in surface mines, MTU reported. (Photo: MTU)
Standardized Data and Automation
Knights said transitioning to centralized remote planning requires a significant investment in standardizing data, such as material codes, task lists and failure codes. The transition requires developing a methodology to manage “standardized data, new digital skills requirements, organizational change management, and management of office and worksite communications.”
An example at NARM would be properly labeling, filing and processing lube oil sampling data, done by “the technician on the floor,” Feister said. “If the information or the sample is incorrect, the data can be skewed.”
Conversely, when those tasks were done properly, the analytics could drive maintenance schedule changes based on cost or machine availability, he said. “The main focus was cost per hour of operation and fuel burn.”
Analytics drove lube oil change scheduling. It drove decisions to extend change-out intervals on components, Feister said.
Such changes paid dividends, but hinged on the digital skills of the technicians.
For many other mine sites, the process of standardizing data pertaining to maintenance planning is also well underway, and in the future, could allow for the automation of transactional-type tasks, Wood said. “For example, there is still a requirement for people to open work orders in most Computerized Maintenance Management Systems (CMMS) but this is a task that we can use AI to perform.”
Bluefield Asset Management deploys a system called Relialytics that, Wood said, “has already removed the requirement to open work orders for oil samples returning to the lab.” It automates the process of reviewing sample results, determines what action is required and files a work order in the CMMS.
“No human needs to perform the transactional tasks in the CMMS, and the data analytics is much more effective because the computer can analyze the data in an exponentially more effective manner,” Wood said. “By the end of next year, we will have done this for most forms of condition monitoring, which will significantly reduce the workload for site planners and engineers, allowing them to work on much more value-adding tasks.”
Data analytics is also being leveraged for the purposes of enhanced shift coverage and the development of proactive, planned maintenance workloads, Kings said. Nonetheless, as it has been with remote maintenance planning, “the rollout of maintenance data analytics has had mixed success,” he said. “Without contextual knowledge of the site and business environment conditions, data scientists can get root causes very wrong.”
Successful analytics, Kings said, “requires a team-based approach that brings an appropriate mix of skills to the table related to the statistics and machine learning, operating context and IT capability.”
Thus, for the moment, “with our current technologies, there is still a need to have good and face-to-face communications between the planner and the execution team,” Wood said.
Feister agreed, “The big takeaway is you have to have a great team to interpret the data, and use hour intervals when you form trend analysis”
Single Minute Maintenance
Low-tech solutions to improving maintenance events include what Wood calls the Single Minute Maintenance, which originated in manufacturing. The goal is to “incorporate lean principles into the work procedures, job design and planning” to “reduce equipment downtime and the labor hours required to execute a task,” he said.
The process involves six steps. First, itemize the tasks of the job to be analyzed. Then document each task duration. Next, identify which tasks are currently performed while the equipment is down. Identify which tasks can be completed while the equipment is still in operation. Next, identify which tasks can be reduced in duration. Finally, document new process tasks and implement required actions.
Maintenance planners should be involved in developing a scheduled downtime strategy. (Image: Gerard Wood)
Trending Mistakes
Currently, the more common maintenance planning mistakes include pushing out the service on machines to increase uptime for the immediate future, Wood said. “The companies that believe they can continually improve their equipment availability by extending service intervals and reducing the scheduled downtime continue to fail.”
Better, Wood said, is to develop what he called a scheduled downtime strategy that is part of the asset management plan. “The correct way to reduce scheduled downtime is to utilize tools for making scheduled tasks more efficient,” such as the Single Minute Maintenance method, “and not by simply pushing out the time between scheduled service,” Wood said. “By defining the needs up front, the site can deliver how much downtime the machine will require over its life and for what type of maintenance.”
At NARM, Feister’s team avoided the mirror opposite problem. “The common mistake we avoided was changing out components too early,” he said. “That would have happened at the customer’s expense had we gone off the recommended intervals.”
Another current common maintenance planning challenge is breaking free from the centralized-to-decentralized planning structure continuum. Wood said when it comes to planning structure, over time many mine sites will swing like a pendulum from centralized to decentralized planning and then back again.
In a typical centralized structure, the maintenance planners answer to the maintenance superintendents, who answer to the maintenance manager. Oversight is concentrated with the superintendents.
In a decentralized structure, the high-level maintenance planners answer directly to the manager. Those planners share in the oversight with the superintendents and therefore the oversight is more widely dispersed than it is in the centralized structure.
Mine sites, Wood said, transition from one structure to the next and then return depending on performance. The state of almost constant change is due to how “both structures have problems,” he said.
Centralized planning, for example, typically has problems with communication between the planning and execution functions. “If the superintendents of those two functions don’t work together and communicate well, the manager has to step in and sort things out,” Wood said. “This often creates more work for the manager. When planning is decentralized, you have only one superintendent to go to in order to get better performance.”
But with the decentralized model, planners often get roped into helping fix breakdowns. “They stop planning and become resources for execution,” Wood said. “In addition, decentralized planners often do things differently, causing inconsistent planning approaches across the business. When this occurs, managers want to centralize the planning function to get it in control, which introduces communication problems and removes single-point accountability.”
History shows the lack of single-point accountability is always problematic. And the more automated the equipment, the more contentious the issue of defining accountability.

A scheduled downtime strategy should consider the frequency and duration of the tasks. (Image: Gerard Wood)
The Autonomous Machine Conundrum
The rise of teleremote-controlled and semiautonomous equipment has proven to be a mixed bag for maintenance planners, the experts said. “The combination gives enhanced production hours as a result of reduced handover time at shift change,” Kings said. The back office cheers the increased production rate but “the absence of an operator walk-around at the start of shifts can be detrimental for machine maintenance planning, as small defects can go unnoticed.”
Wood said without these opportunities for inspections on the equipment, it is essential that the equipment onboard data is utilized in a much more effective manner. For equipment with largely automated tasks, the asset management plan should be assessed differently than it would for entirely manually operated equipment.
“For an autonomous machine, the prestart inspection would be removed; however, there is always a requirement to re-fuel the equipment, so the site may choose to continue with the daily mechanical inspection during refueling,” Wood said. “The critical thing to remember is that the scheduled downtime strategy is the essential starting point for maintaining any machine and being clear on how it will be maintained for maximum reliability and minimum cost.”
Reliability — Is It Worth It?
There has always been a point of contention in the mining industry when the budget cuts come and one of the first departments that see cost cutting is the maintenance department. This leads to the discussion around the value of reliability. We often hear of customers who place a low value on reliability because “they have swing units” or “they don’t need more tons from the mobile fleet.” But in any scenario, there is a value to be placed on availability, more specifically the reliability of the mobile fleet that translates to savings. It is ultimately the combination of the availability of the machines and supported by their reliability that makes a fleet sustainable for the mines production targets. Sometimes the less priority to good practices becomes the culture of the organization impacting the life of the capital investments.
In 2005, Professor Peter Knights et al. put forward a model to assist maintenance managers in evaluating the benefits of maintenance improvement projects. The model considers four cost saving dimensions, which are namely the following:
Reduction in the cost of unplanned repairs and maintenance;
Increased or accelerated production and/or sales;
Spares inventory reduction/optimization; and
Reduction in overinvestment in assets and operating costs.
All of which can be achieved as a result of improving reliability. In this case, reliability is defined by the ratio of unplanned time over the total maintenance time. Meantime to repair (MTTR) and meantime before failure (MTBF) are also common metrics to measure reliability.
In order to understand the cost saving dimensions the first principle is that there is a time saving to execute a planned task compared to the same task if it was unplanned. It can be assumed that the extra time could take “three times longer.” This means that moving any event from unplanned to planned will increase the availability. It also has an impact on the cost incurred in the task, which is higher than a planned activity.
Reduction in Cost of Maintenance
A cost saving cannot only be attributed because the additional time to complete the unplanned event, but also the unpredictable nature of an unplanned event means that there will either be a backlog of work generated as the planned work is pushed back in favor of the unplanned work, which needs to be cleared by either field service or contractors. In the cases where there are available technicians to fix the breakdown, this would mean the technician would have an efficient utilization and present an opportunity for cost saving.
Increased Production
In the event that the mobile fleet is the bottleneck of production in an operation, then improving the availability will improve the production. It is important to remember that machine availability can only equate to production if it is being utilized.
Spares Inventory Reduction/Optimization
The requirements of the parts are planned for the maintenance activities. They can be ordered effectively and stocked for the minimum time. The high value insurance items can be minimal with reduction in uncertainties in the failures. There is also a relationship between the economic order quantity and the mean time between shutdowns (MTBS).
Reduction in Over Investment
Where the mobile fleet is not the bottleneck, improvements in availability can be attributed to reducing the fleet based around the methodology that less machines can produce more.
A sound strategy does not primarily seek to reduce the maintenance on the equipment. It ensures most of the maintenance tasks are planned rather than unplanned. This can be achieved by leveraging the vast amounts of data from machine maintenance histories, telemetry on the machines and cloud-based lifecycle modeling.
This article was submitted by Sandvik.
Reference
Knights, P.F., Jullian, F., and Jofre, L. “Assessing the Size of the Prize: Developing Business Cases for Maintenance Improvement Projects,” Proc. 2005 Australian Mining Technology Conference, pp. 151-164, Fremantle, Washington, September 27-28, 2005.

