
NEW GROUP OFFERS AN OPPORTUNITY FOR PLANT OPERATORS TO CAPTURE ULTRAFINE COAL AND ADD IT TO THE CLEAN COAL STREAM WITHOUT ANY UPFRONT CAPITAL, INCREASING REVENUE AT NO COST
By Steve Fiscor, Editor-in-Chief
| The Sub325 coal recovery systems accepts 250 gpm of slurry at ±30% solids and converts it to clarified water and clean, dry (less than 20% moisture) ultrafine coal. |
Capturing ultrafine, or minus 325 mesh coal, is difficult, expensive and has been a constant source of aggravation for preparation plant operators. Excessive amounts of ultrafine coal can overwhelm fine coal circuits, decreasing efficiencies and complicating matters as it recirculates through the plant. Worst of all, it’s a saleable product that is visibly reporting to the refuse stream.
The traditional processes found in most U.S. prep plants cannot effectively recover minus 325 mesh coal particles at an acceptable moisture. Different attempts have been made over the years, but the moisture levels for the resulting ultrafine stream made the fines difficult to handle, something akin to pudding. Knowing the solution would begin with a dewatering technique, the processing professionals at Somerset Coal International began to look for a solution. They turned to Centrisys, a company that provides centrifuge technology to process softer materials in other industries, but their systems had not been applied to coal.
Working together, the two companies developed the Sub325 system to capture and dry ultrafine coal, which could be a major breakthrough for the coal preparation business. They successfully tested the system under the supervision of an independent mining consultant and are currently conducting trials at various producers around the coal fields. To inspire engineers and prep plant managers to adopt the technology, Somerset has also developed an interesting approach to install the equipment that does not require any up-front capital from their customers.
The Pursuit of Ultrafine Coal
Even though the coal business has seen major technological shifts over the years, capturing ultrafine coal is one area the industry has been unable to tap until now. Somerset Coal President Jeff Hayden explained how the company was able to crack the code. “The ultrafine coal particles were either recirculated through the plant over and over again in an attempt to capture them or they were sent to the refuse pile or settling ponds,” Hayden said. “But, it’s usually high quality coal, and we have been able to harness the technology to recover it.”
SCI’s team developed the Sub325 system, which is solid-bowl centrifuge technology that separates the clean coal from the water. The system uses PLCs to continuously monitor input into the unit, make adjustments and provide critical operational data. A variable frequency drive (VFD) controls the speed of the machine to achieve maximum centrifugal force and water-particle separation.
“The cool thing about the technology is that we not only capture the minus 325 mesh coal, we are also able to dry it to less than 20% moisture,” Hayden said. “That’s the critical component to this solution.”
Once the ultrafine product is dried to less than 20% moisture, it can be placed on the clean coal side of the plant and sold. During previous attempts to recovery ultrafine coals, the technology could not effectively reduce moisture levels below 30%. At 30% moisture and higher, the product has the consistency of thick mud or pudding, which is not fun to handle and more difficult to market.
Somerset has successfully tested the technology. “This is not some blue-sky drawing board type of idea,” Hayden said. “We are well past all of that. We have had it out in the field twice now. The second time was a four-month trial. During that trial, we asked Weir International (mining consultants) to conduct extensive third-party testing and they weighed the material to validate production figures.”
Weir conducted an extensive 18-day testing procedure over several months at a Northern Appalachian prep plant with a raw feed capacity of 500 tons per hour (tph). The machine ran for approximately 500 hours, at an average clean coal production rate of 14.1 tph and produced 7,500 tons of sub -20% moisture fine coal product, all verified by Weir.
The primary benefit of the Sub325 coal recovery system is turning an ultrafine nusiance into a new revenue stream. Some secondary benefits were also discovered during the tests.
Removing the ultrafine coals improves the performance efficiency of the fine coal circuits. Moisture levels in the screen-bowl centrifuges decreased. Ultrafine coal is no longer reporting to the thickener, so chemical usage and costs are much lower. “The best secondary benefit is that that this coal is no longer reporting to the refuse side of the plant,” Hayden said. “The volume of refuse material being handled is reduced.”
Cross-over Technology
To develop the system, Somerset’s chief technology officer, Richard Troiano, who had previously investigated coal-to-liquid separation, reached out to Centrysis. The quality of their solid-bowl centrifuges was so well respected within the industries they served that Somerset decided to partner with them to develop a machine for coal. Working with Centrisys engineers, Somerset used a prototype machine and tested it in the field. They had enough success to warrant the construction of a commercial-scale machine. “The combined knowledge of Troiano and their manufacturing expertise and the collective desire to create something new for the coal business resulted in the Sub325 system,” Hayden said.
Three key improvements were made to the solid-bowl centrifuge technology to significantly decrease the moisture. The internal geometries of the decanter centrifuge have been redesigned. Through a variation of process control, the optimum G-force and torque are achieved to create ideal particle-water separation. The rotational differential between the bowl and the scroll of the centrifuge has been optimized through a wider range of variable options.
The technology existed, Hayden explained, but not in a manner that could be applied to coal. “We were able to modify some of the geometry and attack wear areas that we knew would occur for processing coal,” Hayden said. “The Centrisys engineers were able to assist in finding the optimum combination G-forces and torque.”
A great deal of custom programming had to be completed to monitor and control all of the variables to reduce moisture. “We are monitoring several functions at one time and able to increase and slow pumps speeds, flow, torque and G-forces, to keep the machine running an optimum levels at all times,” Hayden said. “The system adjusts in real time to recover 95% of the ultrafine coal and create a product with moisture content less than 20%.”
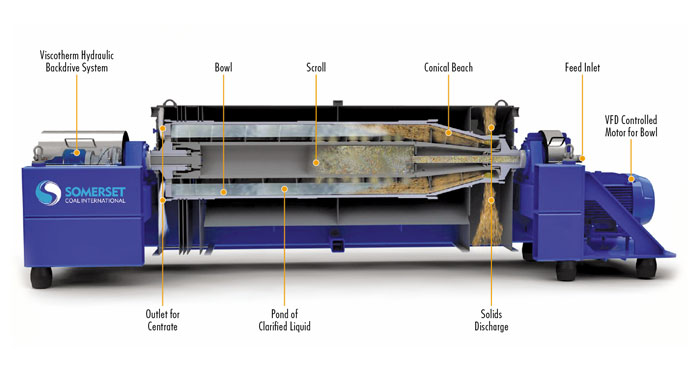 |
| The Sub325 system is solid-bowl centrifuge technology that relies on PLCs and VFDs. |
The No-risk Deal
Somerset is offering its Sub325 coal recovery system to prep plant operators at no cost. That’s right — no capital costs, no maintenance costs and no cost for replacement parts. In doing so, Somerset has taken the risk in trying this system off the table.
So what’s the catch? The machine creates a new revenue stream, and Somerset wants a piece of the action. “We will ask customers to share part of that revenue stream with us,” Hayden said. “Yes, the deal is somewhat weighted toward us on the front end for a short period of time and then we flip that around to an even more beneficial split for the customer over the term of the agreement, which we are designing now to be five to seven years with automatic renewal. In the long run, this heavily favors our customers.”
That deal also includes installation costs in most cases. “That’s determined on a site-to-site basis,” Hayden said. “There are some difficult installs out there, but in 90% of the cases, installation costs will be covered.”
For most plants, installation is a fairly simple process. The Sub325 system needs a feed line and a discharge line for the clarified water. A conveyor would be installed from the unit to the clean coal belt. The machine also requires electric power (300kVa). For most installations, Hayden expects all of that to be prepped and they would ask for a weekend to make the connections. There should be no downtime related to the install.
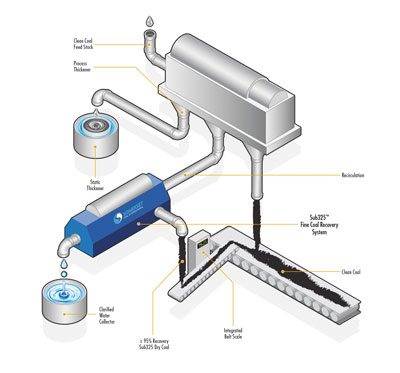 |
| The Sub325 system would be placed downstream from a screen-bowl centrifuge. |
The Sub325 accepts 250 gpm of slurry at ±30% solids and converts it to clarified water and clean, dry ultrafine coal. It would be placed downstream from a screen-bowl centrifuge. The ideal application would tap into the screen effluent, not the bowl effluent. “Because we are doing that, the customer does not have to recirculate that stream back through the fine circuit, which is what often overloads the plant’s fine circuit,” Hayden said. “We remove and handle the product that conventional machines have difficulty processing, which creates the fine circuit inefficiencies.”
As far as maintenance considerations, the Sub325 has a rotating unit similar to a screen-bowl centrifuge and it is normally replaced annually. “Somerset technicians will be in-plant regularly after start-up and validation of full operating performance,” Hayden said. “The system is not that complicated to run. The complicated part — the engineering work and the testing — has already been completed.”
Hayden and his team understand the coal business. “We have an experienced team with decades of field knowledge who understand how difficult it is for coal operators these days,” Hayden said. “We want to take the load off of the customers. We will have technicians in the field to watch over the machines. The customer has to do nothing except enjoy a new revenue stream.”
Hayden has 30 years of coal industry experience, holding senior management positions with Phoenix Coal Corp., Alliance Resource Partners, and most recently, PBS Coals, Inc. He also spent several years as an independent mining consultant, helping mining companies with acquisitions and business development. Nick Massini, vice president, operarions for Somerset Coal International, has 38 years of experience. He spent much of the last 20 years as an operations executive or managing prep facilities. Richard Troiano was a founding member of Cisco systems before he became interested in coal-to-liquids technology and fine particle-water separation.
Hayden finds it hard to contain his excitement about this technology and the upcoming launch at Coal Prep 2015. “SCI has discovered, created and designed this field-proven technology,” Hayden said. “The coal industry is going through a difficult period and we literally have the ability to help companies improve their economic performance.” Hayden believes the Sub325 coal recovery system could pull a marginal coal company back into the black.

