

Coyote Creek’s new dragline is expected to move 16 million yd/yr of overburden.
In October 2012, Coyote Creek Mining Co., a subsidiary of The North American Coal Corp., entered into a new agreement with Otter Tail Power Co. and its co-owners in the Coyote Station baseload generation plant to develop a lignite mine in Mercer County. Under that agreement, Coyote Creek Mining Co., as an exclusive supplier, would deliver the Coyote Station’s annual fuel requirements, estimated at 2.5 million tons of lignite, beginning in May of 2016.
Coyote Creek began production in January, making the initial box cut for the pit. Once the box cut has been completed, the dragline will remove overburden from a bed of lignite. Large front-end loaders will load the lignite into 200-ton belly dump haulers. Eventually, two sets of pits will be developed, from which the mine will blend the lignite to provide an optimum product for the power plant.
“Coyote Creek is up and running,” said Randy Lindborg, maintenance manager, Coyote Creek Mining Co. “We haven’t delivered first coal to our customer yet. That will happen soon. We are currently in the process of doing our final hiring.” For 30 years, Lindborg worked at North American Coal’s Coteau operation 20 miles to the north before moving to the new Coyote Creek mine.
Overseeing the mechanical and electrical modifications on this 15-month assembly project, Lindborg talks with pride about America’s newest rebuilt dragline. As it is with any new project, he and the team at North American Coal had to overcome hurdles and unexpected twists, and they reacted and allowed themselves the leeway to complete the project on time and under budget. The Coyote Creek dragline is expected to be one of the most productive draglines, while at the same time consuming less electricity to move more dirt.
A Dragline With Miles
The Coyote Creek dragline has an interesting history that dates back to 1972. It’s a Marion 8400 dragline, one of three units ever built. Only two survived, according to Lindborg, and the other one is in Morocco. The Marion 8200, 8050 and 8750 draglines are common, but the 8400 is rather unique.
This 8400 started its life at Fording Coal in Elkford, British Columbia, and operated there for 30 years (until 2002). It had logged about 150,000 hours at that point.
Limerock quarries purchased the dragline, moved it to Florida and installed mechanical components. Lindborg explained that new components were built, including a new tub, new base, new rollers, new third rail system, new swing gear segments, etc. All of the gear cases were rebuilt. The drag and hoist drums were rebuilt and re-profiled. The dragline, however, was not put into service. “That machine sat there stacked out for about five years,” Lindborg said. “When Coyote Creek started to become a reality, a deal was made to buy that machine and ship it to North Dakota. All-in, that machine has about 4,230 miles from that last time it operated until it resumed operations here.”
Justifying an AC-powered System
Obviously there’s a number of factors involved in making the decision to move to AC power. “All of the original equipment was DC with motor-generator [MG] sets,” Lindborg said. “It would have required a considerable investment to recondition it to make it usable for 25 to 30 years. That investment was weighed against a complete AC refurbishment. Then going forward, other factors come into play, such as substantially less power consumption, which lowers operating costs.”
Another major consideration is maintenance. “Eliminating rotating commutators and brushes is a huge savings in time and money,” Lindborg said. “An AC machine is low maintenance and the motors are reliable. The switch gear and trailing cable could be reduced to a degree because of the lower power consumption. The speed and torque curves of the machine — the actual productivity of the machine — enables better control as well as more torque and speed during the dig cycle and overall increased productivity. When those numbers were put together along with an engineering study, the decision was made to go with an AC system.”
Mechanically, the dragline rebuild was completed when it walked off the assembly pad in mid-November. It walked out to the initial pit, where it starting digging. Then the final process of electrical commissioning took place over several weeks. “A new machine and a new system would naturally have its share of aches and pains, but overall this project went very well,” Lindborg said. “The dragline has been beneficially commissioned for a little more than a month now.”
“The machine is running very well, producing on the scale that was expected at this point,” Lindborg said. “We have a number of things yet to do on the machine that will further improve its productivity.” Ultimately, this machine is expected to move approximately 16-17 million yd3 per year (yd3/yr), which equates to 2,600-2,800 yd3/hr.
CCC Group served as the assembly contractor. “They have done quite a bit of work for North American Coal and they are good,” Lindborg said. Current Power was selected to provide and install the AC motors and drives and perform the electrical installation independent of the assembly contractor.
Discussing the commissioning process, Lindborg said some of the issues were associated with electrical tuning as well as the exact lubrication settings for the gearing. “We start on the high end and then back it off as needed and we have that fine-tuned now,” he said.
Some small things didn’t go exactly as planned. “We reacted, performed modifications, replaced and tuned those small items,” Lindborg said. “It was a process that took some time and we allowed ourselves a little time just in case.” After 32 years of supervising electrical and mechanical maintenance projects, Lindborg knows that even if the machine has been rebuilt exactly as it was torn down, little issues crop up.
“We have experienced DC dragline operators and there is a considerably different feel and learning curve with AC machines,” Lindborg said. “That took some time. In that process, we started on the low end as far as speed, power and torque, and increased those parameters as the operators became more comfortable.”
DC-powered draglines react slower to the operator’s touch. “It’s relative, but on an AC-powered machine, everything reacts much more quickly to the operator’s command,” Lindborg said. “The torque curve or the time it takes to build the torque to get the needed speed occurs over a shorter time period on an AC-powered system.”

A crane lowers the hoist machinery onto the deck. AC motors and base frames are built to match pinion shaft height just as originally done with the DC motors.
Making the Necessary Adjustments
The footprint for the DC motors and the gear cases could not be changed. “That was engineered into the overall structure of the machine,” Lindborg said. “The AC motors are smaller than the DC motors. The mounting footprint, the bases, were built and the mounting had to be modified to align with the gear case’s motor input shafts. Large self-enclosed, variable frequency drive [VFD] houses were installed. “That’s where the power conversion that drives the AC motors takes place,” Lindborg said. “The VFD houses replace the MG sets on the DC machine.”
Coyote Creek’s refurbished 8400 has more room on the deck now. “When this machine was originally designed and built, it was to be used in a mountaintop configuration with narrow benches and tail swing was a major concern,” Lindborg said. “There was 7 ft of house length that was not included on this machine to gain the shorter tail swing.”
Space was a concern from the beginning of the project. “We worked our way through it with upfront engineering,” Lindborg said. “We added a couple of wing sections on the rear corners of the house to accommodate the VFD houses. Coyote Creek re-engineered the RSL [rated suspended load] of this machine from 330,000 lb to 360,000 lb, which would require more ballast than the original machine. The added deck space provided the room for the VFD houses and additional ballast compartments.
North American Coal performed an in-depth engineering study on the boom as far as increasing the RSL. In that process some modifications were performed on the boom’s apex. Other than that, the boom went back together the way it was originally assembled. “When it operated in British Columbia, the dragline had a 62-yd3 bucket and we have installed a 76-yd3 bucket designed and manufactured by VR Steel,” Lindborg said.
The dragline has some large exhausting fans in the tail section. To compensate for the machine’s different ventilation needs, the fan house and the delivery system were re-engineered as far as where the air was directed. There were a number changes with the louvers and dampeners to encourage air flow. The MG sets required significant cooling so that air was redirected. Some of the heated air is pumped down through the revolving frame.
“This is a liquid-cooled AC-drive system and there are several large heat exchangers in the tail of the machine,” Lindborg said. “They have been engineered to vent during the summer and when the bitter cold months arrive, the heat can be used to warm the machine, which further reduces electrical costs.”
Even with all of the upgrades, modifications and rebuilds to the mechanical drives, the gear cases and the drums, the limitations of the machine are still mechanical, Lindborg explained. “The drive system and motors are capable of producing more power than that machine can handle,” he said. “So obviously that was tuned to stay within an envelope that would not damage the machine. We now use two different AC motors: 2,400-hp hoist and drag motors and 1,150-hp motors that run the propel and swing systems. This also reduces inventory costs.” The DC machines had three or four different motors.
Being an electrician by trade, Lindborg said what he finds most exciting is the AC-drive system and the computer-driven PLCs. “The capability to very easily make adjustments and to have a log history for everything that machine does is a powerful tool,” he said. “We can look at any parameter and input and that’s what we plan to do with our proactive maintenance.”
When asked if he had any advice for engineers and mine managers planning future projects, at first, he laughed. “I came into this project with a good background and no matter how long you do this kind of work, you always learn something new — especially with a new system,” Lindborg said. “It was a 15- to 16-month assembly process. We worked through some tough areas and stuck with it. The end product turned out well.”
“In this day and age, if any dragline was going to be moved or rebuilt on-site, if the mine does not consider AC power, it would surprise me,” Lindborg said. “The benefits are tremendous.”
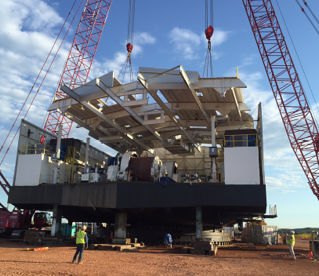
After all the mechanical components were placed on the deck, two cranes swung the dragline’s roof structure into place.

Coyote Creek’s 8400 dragline has a 305-ft long boom, which was engineered to meet RSL requirements.
Evolving Dragline Electrics
It can be said that the modern dragline era began in the late 1960s when one of the major dragline suppliers took a fresh engineering approach and offered the first in a new series of draglines. In the late 1970s and throughout the 80s and 90s, dragline design updates and improvements, such as better utilization of structures and more efficient bucket design with improved utilization of suspended load capability, were introduced. Now with AC drive systems and the many other advances in dragline technology, a 100-yd
 Richard Adsero, director for mine technology for Current Power, has been working with draglines for most of his career. He was the project manager for the original relocation of Coyote Creek’s 8400 from British Columbia to Florida in 2007. As an electrical engineer, Adsero always had an interest in technology and AC power systems in particular. In association with the electrical suppliers at the time he developed an AC system to be installed on this dragline, which never went into service in Florida. Then North American Coal purchased the machine and shipped it to North Dakota. During this transition, the engineering team at Current Power developed a dragline AC system using the latest technology and their knowledge of dragline operations and put a proposal in front of North American Coal. They accepted it. Current Power was the independent electrical contractor for the Coyote Creek 8400 dragline. Current Power designed the AC drive systems and controls and provided all major electrical equipment and installation for the project.
Richard Adsero, director for mine technology for Current Power, has been working with draglines for most of his career. He was the project manager for the original relocation of Coyote Creek’s 8400 from British Columbia to Florida in 2007. As an electrical engineer, Adsero always had an interest in technology and AC power systems in particular. In association with the electrical suppliers at the time he developed an AC system to be installed on this dragline, which never went into service in Florida. Then North American Coal purchased the machine and shipped it to North Dakota. During this transition, the engineering team at Current Power developed a dragline AC system using the latest technology and their knowledge of dragline operations and put a proposal in front of North American Coal. They accepted it. Current Power was the independent electrical contractor for the Coyote Creek 8400 dragline. Current Power designed the AC drive systems and controls and provided all major electrical equipment and installation for the project.
Historically, the combination of one of the major dragline suppliers and a worldwide electrical equipment company led the way as far as the use of AC power on large primary loading tools. After signing a formal agreement in the 1980s, this partnership began building AC-powered shovels.
Fast forward to the turn of the century, suppliers now begin to employ IGBT technology and active front ends on draglines, using the electrical experience gained. “Several large draglines were sold in the late 2000s with conventional gear cases driven by AC motors (which were actually third-generation wheel motors) using IGBT drive technology,” Adsero said. “There was also a gearless AC-powered system for draglines.”
Not many new draglines have been sold in the last 10 years. In about 2006, a large AC dragline was sold to the Lake Lindsay mine in Australia, it was the first conventional AC drive dragline sold into Australia. In 2010, two large draglines were sold to the Sasan power project in India. “The last of those two draglines started up over a year ago,” Adsero said.
There is a conventional AC-powered large dragline presently operating in Canada.
Rather than buying a new dragline for well over $100 million, many mines prefer to buy an idled dragline, tear it down, relocate it, and restore it for $60 or $70 million. The decision to go with AC power on a new machine is more easily made because there is less rotating equipment involved and fewer new components to purchase, Adsero explained. “With a retrofit, the investment amounts to millions of dollars plus the downtime to install it,” Adsero said. “The decision to install AC motors and drives can usually be justified financially over the remaining life of the machine as a major rebuild, but the mining company has to carve out the downtime. A relocation is a great opportunity to do something like this.”
In addition to this AC-powered dragline at Coyote Creek, there are at least five other AC-powered draglines operating in the U.S. All of these units are aftermarket retrofits or upgrades.
The largest potential benefit to making the move to an AC-powered system is the improvement in productivity over the life of the dragline with higher speeds and higher torque at speed, and that is on top of significant power savings, Adsero explained.
The Coyote Creek dragline is the latest aftermarket retrofit of an AC-powered system. Adsero worked for North American Coal for 35 years. He was the project manager for the move of this 8400 to Florida from British Columbia and he had intimate knowledge of the dragline and the prior plans to convert it to AC.
Industrial variable speed AC systems have been available for more than 30 years now. “The mines were comfortable with DC and have been slow to adopt AC,” Adsero said. The investment is significant and when the technology is outside your comfort zone, you do not take the risk. I think with the present number of highly reliable successful dragline AC projects, that is changing and now it is a matter of economics.”
Current Power has developed a system that uses mining-duty AC motors coupled with mining-duty drive systems designed for the dragline application. “Current Power has 560 AC drives systems installed on six continents,” Adsero said. “The Current Power team has been involved with a lot of AC work during the past 25 years and have applied that experience to the mining sector.”
Current Power works with various manufacturers, which supply motors based on the required duty cycle of the application. AmeriMex supplied the motors for the Coyote Creek dragline. Converting an older dragline from DC to AC power, eliminates the MG sets. “The drives and controls for the generator and the DC motor fields are also no longer needed,” Adsero said.
The AC motor and motor base frame fits into the same space as the DC motor and base frame. “In the case of the 8400 dragline at Coyote Creek, we built separate air-conditioned buildings where we installed the motor drives and set those buildings on the deck on each side of the machine. That opened up a fair amount of deck space as they replaced four MG sets.
The Coyote Creek drive power system operates at less than 1,000 volts, so the issues related to high-voltage electrics are not a concern.
A cost saving improvement, according to Adsero, is that there is a 10% reduction in power consumption by design. “That’s the efficiency gained after eliminating the MG sets,” Adsero explained. “In a conventional AC system, you still have the gearbox efficiency to consider. The AC motors are more efficient than DC. Eliminating the MG sets saves a lot of money in operating cost, not to mention maintenance and downtime costs.”
Power savings come beyond just the inherent savings in the design, Adsero explained, the MG sets were almost always running in the background during most short term operational and maintenance delays. “With the AC system, the operator pushes a button to stop and start everything without large power demands,” Adsero said. “The MG set startup process requires a huge in-rush of power and was usually avoided when possible at the expense of idling power costs.”
On average, a dragline uses 1 kW-hr per yard of dirt moved. As draglines become more productive, carrying loads above the rated and suspended load (RSL), they also consume more power. “With today’s lighter buckets and improved loading profiles, draglines may use more power in total but less power per yard of dirt moved,” Adsero said. AC drive systems help reduce the overall power consumption. “The industry no longer sees the manufacturers’ RSL as something set in stone. Most dragline mining operations are 10% over RSL, many are 20% over RSL and some are operating 30% over RSL. If draglines operated at the original RSL with today’s efficient bucket designs, they would use the same amount of power but move more dirt. However, because they are operating 20% over RSL, that extra work takes extra power.”
The dragline dig cycle consists of loading the bucket, hoisting to clear the cut and then swinging to dump. The full swing usually averages a little more than 90°. Before the dragline reaches the full swing angle of 90°, the dragline operator reverses the swing control, a technique called plugging, where he is braking the swing movement so the machine will stop at the appropriate dump point. “The AC system operates in the same way as the DC system, the controlling factor in the swing is the capability of the structure to withstand the swing torque,” Adsero said. “AC systems generally have the ability to input more torque and speed than the previous DC systems, but the machine performance is limited by the ability of the structure to withstand it. An engineering design review of the boom and other affected structures may reveal that a few modifications would allow for improved swing times with AC drives”
Maintenance is another area where the mines save significant amounts of money by moving to AC. AC motors do not have brushes or commutators. “Depending on the mine’s practice, they would shut the dragline down every couple of weeks [200 or 300 hours] to check the brush lengths,” Adsero said. “There are hundreds of brushes on these motors and generators. And, in the northern climates, where the humidity is low, you can get a lot of brush dusting. All of this is eliminated — no carbon dusting, no flash-overs, no frequent inspections, etc. The spare parts — field poles, commutators, brush boxes and all of the different sizes of brushes — are all eliminated. The operating spares list depending on the dragline and as a ball park example only, may be reduced from 2000 to 200 parts, significantly reducing stores costs.”
Another aspect of maintenance is troubleshooting and repairing controls when needed. PLC and computer based controls once properly commissioned operate with a high degree of reliability and many problems are self-diagnosed and annunciated reducing troubleshooting time. On the occasion when issues require manufacturer expertise, mine wireless systems can put the needed skills onboard the dragline in real time to monitor and diagnose.
For anyone who plans to operate a dragline for the next 7-10 years, Adsero believes they should seriously consider the economics of an AC power system, particularly as it relates to power savings and productivity improvements.

