

Figure 1: Fuel cleanliness requirements.
Typically diesel fuel is delivered to the mine by a tanker truck. A set of 300- to 400-gpm pumps places the fuel in a large storage system. From the main storage tanks, the fuel is transferred to localized secondary storage tanks before reaching the fuel islands or filling stations where the equipment is refueled.
At all of these transfer points, filtration is recommended. Some mines use large bulk filtration systems initially combined with a water separator or coalescer. These systems can handle high flow rates and large contaminant loads. At the end of the line, point-of-use (PoU) filtration can be installed at the equipment fueling point. The diesel engines have onboard filtration systems.
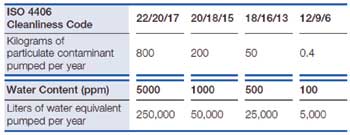
Table 1—Primary Containment Challenge, Based on 134,000 Liters of Fuel Consumption Per Day
What’s the primary contaminant challenge? Fuel cleanliness levels can vary significantly from mine-to-mine. ISO cleanliness codes of 22/20/17 are not uncommon (See Table 1). That is roughly equivalent to a gravimetric level of 20 mg of dirt per liter of fuel. For a mine using 134,000 liters per day (lpd) of fuel, over the course of a year, the mine is pumping 800 kg of dirt through the fuel supply chain. Fuel this dirty should never find its way directly to the trucks and shovels. The onboard fuel filters will plug. Proper upstream filtration can remove most of this contamination.
Another important ISO Contamination Code is 18/16/13. This is the fuel cleanliness level that is suggested by the worldwide fuel charter as an incoming fuel cleanliness level. This would still yield 50 kg per year of dirt for a mine burning 134,000 lpd. It’s still a large number, but manageable.
Water can also be a problem. Typical diesel fuel saturates around 100 ppm of water. Anything above that level would be free water, either droplets or emulsified water that will settle out in the tanks. A mine receiving fuel with 5,000 ppm water (0.5%) would have to remove 250,000 l of water per year to keep the fuel dry.
Diesel Injection Systems
The critical components in the pit are the fuel injectors on the diesel engines. They determine how much fuel gets injected and control the combustion process in the cylinders. High pressure common rail (HPCR) fuel injectors require very high fuel cleanliness levels, much higher than the older electronic unit injectors (EUI), as much as 30 times cleaner. To attain that level of fuel cleanliness, miners need to be sure they are removing contamination at every step along the fuel supply chain.
As the name implies, the injector pressures in these systems are high, as much as 40,000 psi. The clearances are relatively small (2 microns), because these injectors act like valves opening and closing up to 70 times per second. Multiple injection events take place for every rotation of the crankshaft. This controls the emission levels and how well the fuel burns.
Inadequate fuel cleanliness creates major headaches for mining operations. The onboard fuel filters plug prematurely, which means the equipment more than likely will not meet its scheduled preventive maintenance (PM). Mainten-ance crews might have to change them in the pit, which equates to a loss of production. Engines could see a loss of power over time if the fuel filters do not remove particulate contamination efficiently. This could also lead to an increase in emissions, soot, etc.
Most fuel cleanliness specifications for severe duty off-highway vehicles, which include mining, are not to exceed 16/13/8. That is four times cleaner than the charter’s recommendation.
They will allow an operation to maintain 12/9/7 for less than 35% of the service hours. But, they would really like to see 11/8/7 at the point of injection. At this level, the engine can run 100% of its service hours. A mine needs advanced supplementary filtration to assist the onboard fuel filters reach those levels.
Cleanliness Management Strategies
To understand where the mine currently stands, it needs to conduct a fuel supply chain audit. How is the fuel stored and moved around the site? What levels of filtration (if any) have been established and where? How clean is the fuel at bulk offload? How clean is the fuel at the filling stations? Perhaps during a PM, a sample can be taken before and after the onboard fuel filter.
During the audit, the mine should assess optimum locations for possible contamination control systems.
Miners need to determine the required fuel cleanliness levels based on critical points in the process. If the mines are running EUI fuel injectors, the requirement is 18/6/13. If it’s HPCR, then the requirement is 12/9/6 or better.
Once the levels are established, the mine needs to determine if the existing filtration is sufficient. To do so, the mine needs to continuously monitor, acquire, and evaluate the data: fuel cleanliness, water levels, contamination levels, etc. Miners should also track the maintenance intervals and cost for the filtration systems.
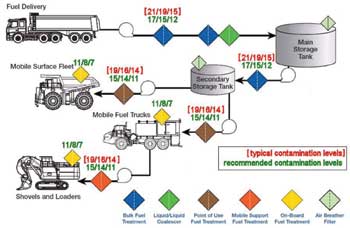
Figure 2: Typical and recommended fuel cleanliness levels.
Using the information from the audit, the fuel supply chain can be diagramed (See Figure 2) with the appropriate cleanliness levels noted at transfer points. Knowing the levels desired at the PoU, the mine can work backward to install appropriate filtration upstream at the transfer points. Selecting the proper filtration system is key in maintaining fuel cleanliness. It’s a single-pass application. Unlike hydraulic fluid, which recirculates through the filtration system, the mine only has one chance to remove diesel fuel contamination as it passes through the supply chain. The filters have to be sized correctly for the fuel supply chain flow rate, and the annual volume of fuel has to be considered, in order to achieve reasonable filter service life (See Table 2).
Traditionally bulk fuel filtration installations relied on conventional filtration technology constructed with cellulose filtration media. The typical filtration efficiencies are relatively low. With a filter that is 98% efficient, 20 particles of 1,000 will get through, which is not enough to protect the downstream systems.
Advanced filtration technology is what is really needed, which is 99.9% efficient, which means that only 1 particle in 1,000 makes it through. This gives mine operators a chance to eliminate premature wear of the fuel injectors. These filters also are characterized with long service life due to the maximized filtration surface area within the element, and the synthetic filtration media used.
Table 2—Selecting a Suitable Filtration System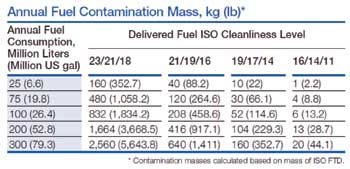
The mine cannot manage what it does not measure and it’s hard to measure what you can’t see (See Figure 3). The typical clearance size for a particle is 5 microns, which is 1/15 the size of a strand of human hair. There are two ways to measure contamination present in the fuel: bottle samples with an analysis patch under a microscope (offline sampling) or an online sampling system that does not expose the sample to the environment. For relatively dirty samples (upward of 18/16/13), there is really no difference in the results between online and offline counting. However, with the really clean fuel levels, bottle sampling will no longer suffice. A reasonable level of cleanliness that can be detected with bottle samples is about 15/14/11, which is relatively clean. If it can justify the expense, the mine should install a cleanliness monitor or particle counter into the line with a sample port. If technicians have to use sample bottles, they must flush them very well and they should not expose them to the environment for very long. Speaking from personal experience, it’s very difficult to measure clean fuel with a bottle at a mine site.
Examples From Mine Sites
A coal mine had 10 5-micron nominally rated pleated paper filter elements installed at its fuel islands (PoU stations). The flow rate was 100 gpm. The fuel was filled into 200,000-gallon storage tanks. They were typically operating at 80°F. They would change the filters at 15 psi differential pressure. The fuel cleanliness was upward of 19/16/14.
They were not getting the level of cleanliness they needed. An audit was performed and they decided to upgrade to a high performance 7-micron synthetic filter element. The change-out differential pressure was higher for these high-efficiency filters. The high performance filter had more surface area, but they did cost six times more per filter element than the existing 5-micron conventional elements.
As it is with most decisions, it was a question of the return on investment. The cost benefit per year for this mine was $7,000, including a $4,000-reduction in disposal costs. Even though they had a higher cost of $23,000 for the filter elements, they reduced operational costs by more than $27,000, due to the higher change-out differential pressure and a service life that was three times longer than the original filter elements. This cost benefit doesn’t sound like much, but this example does not include reduced costs for maintenance hours and equipment downtime, or the increased injection system component service life associated with the improved new fuel cleanliness levels of 14/12/9.
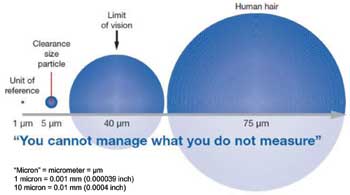
Figure 3: Contamination measurement.
A gold mine recently reviewed its entire diesel fuel supply chain. They had an offload flow rate of 400 gpm and cleanliness levels were 22/20/13—really dirty. The fuel was loaded into two 200,000-gallon storage tanks. There was no filtration at the transfer points, but they found that cleanliness levels had improved (20/16/11) at the filling nozzles. That indicated some settling of contamination in the storage tanks.
The customer wanted to attain cleanliness levels of 15/13/10 at the PoU. They determined they needed filtration at three important points: the offload, the bulk transfer and PoU nozzles. The three points were designed with staggered filtration ratings: 12 microns at the offload, 6 microns at the transfer points, and 5 microns at the PoU. The PoU cleanliness reached 14/13/11.
In the first three months, they saw changes in how the mine operated. Previously they were averaging 70 injector failures per quarter and now they have reduced that to zero. This mine site was tracking this information and they were able to easily justify the investment internally. The service life of the onboard fuel filters on the trucks also improved dramatically. They are now meeting their scheduled PMs. They are delivering cleaner fuel to the trucks, which increased productivity and overall production.
Figure 4: Iron ore mine—application description.
Modern diesel fuel injection systems are very sensitive to particulate contamination and water. Without bulk or PoU filtration, service life of the onboard filter elements can vary greatly as a function of the contamination concentration in the incoming fuel. High-performance PoU and/or bulk filtration is recommended to ensure a consistently high-fuel cleanliness going into the mine’s fuel tanks.
This article was adapted from a presenation Bauer made at Haulage & Loading 2013, which took place during May in Phoenix, Ariz.

