

Getting smart about mine water management
by jessy parmar

A Goulds Water Technology vertical turbine with automated controls mounted on a Xylem-designed custom platform with catwalk supplies water to the Gibson South prep plant for washing coal.
Optimal water management has never been more critical. When asked, most mine operators agree that sustainable water management is one of their most critical water-related issues on site, followed by water contamination and access to water.
Xylem believes optimal water management begins with a holistic view of how mining operations use water — this includes dewatering and disposal as well as sourcing, treatment and reuse. Every aspect of a mine involving water should be viewed as part of a process that can increase productivity, lower costs and ultimately, turn mining water management from an expense to a strategic advantage.
Every mine has a distinct set of site-specific conditions, which is why there is no one-size-fits-all approach. Customized water management solutions deliver better results by minimizing production downtime, lowering operating costs, enhancing performance and safety, and minimizing environmental impact — all supporting long-term prosperity. However, there are some broad principles that can be applied to many mine sites.
Looking specifically at dewatering, Xylem is often asked to devise the best pumping approach for efficient solids dewatering. Should horizontal, vertical or submersible slurry pumps be used? What type of pump is most suitable for the slurry characteristics on site? What pumping solution will be most efficient and reliable for the task at hand? While each of these questions needs to be addressed with the specific site in mind, it can be useful to have a broad understanding of the main types of slurry pumps available, as well as the kind of slurry that needs to be pumped — it’s liquid content and characteristics such as particle size and shape, density, specific gravity, concentration of the solid and whether it is settling or non-settling slurry.
Slurry Pumps: Horizontal, Vertical or Submersible?
Generally, three main types of pumps are used for slurry pumping. Horizontal slurry pumps, often called “dry mounted” as the hydraulic end and the drive unit are located outside the sump, is the primary group of slurry pumps. These pumps are available for a wide range of head and flow conditions and material options.
Vertical slurry pumps can be subdivided into tank pumps and cantilever/sump pumps. Tank pumps are considered as dry installed pumps. The sump is incorporated in the pump. Open sump and vertical inlet prevent air blocking and give smooth operation. There are no submerged bearings or shaft seals, but quite a long shaft overhang from lower bearing to the impeller. Cantilever/sump pumps are considered “semidry installed,” as the hydraulic end is lowered into the slurry, but the drive unit and support structure are dry installed.
There are some disadvantages to using cantilever pumps:
- Long distance between motor and volute makes the pump bulky to handle;
- Limited access to the sump. Problems with sediment build-up when used in sumps deeper than 2 meters;
- They are not waterproof and flooding will damage the motor; and
- High noise levels.

Sample pump performance curve. Straying too far from a pump’s BEP reduces overall efficiency, leads to premature wear, higher energy consumption, increased maintenance requirements and as a result, more downtime.
Submersible pumps offer several benefits over dry and semi-dry mounted or cantilever pumps:
- Operating directly in the slurry, submersible slurry pumps do not require any support structure, requiring a minimum amount of space;
The motor and volute are one integrated unit, compact and easy to install; - Operation underwater means low noise levels or even silent
- operation; and
- Motor cooled by surrounding liquid allows up to 30 starts per hour, resulting in smaller and more efficient sumps. (Starts per hour is based on the size of the drive unit, therefore small/midrange pumps differ from large custom units.)
Slurry Properties
Pumping slurry, i.e., a liquid containing solid particles, requires different pump capabilities compared to pumping purely water. Slurries can be divided into two broad types: settling and non-settling.
With non-settling slurries, solids do not settle to the bottom but remain in suspension. A non-settling slurry can be defined as a homogeneous mixture or a mixture of solids and liquid in which the solids are uniformly distributed.
Particles in a settling slurry settle quickly but can be kept in suspension by turbulence. A settling slurry can be defined as a pseudohomogeneous or heterogeneous mixture and can be completely or partly stratified. A pseudo-homogeneous mixture is one in which all the particles are in suspension but where the concentration is greater toward the bottom.
A heterogeneous mixture is one of solids and liquid in which the solids are not uniformly distributed and tend to be more concentrated in the bottom of the pipe or containment vessel (compare to settling slurry). Such slurry characteristics need to be considered when choosing the most suitable pump for specific dewatering applications.
Best Efficiency Point
Once the most suitable pump has been selected, it’s important to follow the golden rule of pumping systems — best efficiency point (BEP). Straying too far from a pump’s BEP leads to premature wear, higher energy consumption, increased maintenance requirements, a reduction of overall efficiency and as a result, more downtime. Unplanned downtime can cost up to 10 times more than routine maintenance. An audit of a mine’s water management system is the first step in the process to boost efficiency, reduce costs and enhance profit margins.
As an example, a dewatering solution installed six years ago at Alliance Coal’s Gibson South mine in Indiana highlights how the right pumping system will stand the test of time while also maximizing productivity on site. The mine faced a two-pronged water challenge; solid-laden water needed to be pumped out of the mine and a dewatering system installed in an area with limited space; and a mine void less than 8 feet high and a narrow 20-ft entry span.
Xylem designed and installed custom pump solutions throughout the construction of Gibson South. A series of Flygt submersible pumps, ideal for the extreme conditions of underground coal mining, moved mine water from small collection sumps to the main sump site. At this main sump, two more pumps, seven stage Goulds Water Technology short set vertical turbine pumps, fit perfectly into the limited space. With these pumps in place, the mine was able to send 1,000 gallons per minute (gpm) of water upward with a vertical lift capability of 560 ft.
At the mixing chamber, the mine water was diluted by fresh water and then pumped by an additional vertical turbine pump to a fine refuse impoundment site for filtering impurities, then to a settling pond for storage and finally to the prep plant for washing coal.
At the settling pond, Flygt submersible pumps floating on custom barges — designed to keep the pumps at the proper submerged level — ensured that the prep plant would receive clean washing water.
Since the installation of the Goulds Water Technology vertical turbines six years ago, they have pumped water reliably and efficiently, minimizing manpower hours needed in pump supervision and maintenance, supporting production ranging from 3 to 7 million tons per year of medium-sulfur coal.

An illustration of Xylem’s Smartball in action. The free-swimming leak and gas pocket detection tool can be particularly useful for underground or inaccessible pipeline inspections.
Getting Smart About Mine Water Management
Incorporating smart technologies presents a powerful opportunity to unlock environmental and economic benefits for mining operations.
Smart technology solutions could also support regulatory compliance relating to water use, emissions and waste management. Technologies such as pipeline integrity management and monitoring, and water quality and quantity monitoring solutions can help to address issues quickly, minimize costs and limit exposure to risk.
In Colorado, Xylem was commissioned to inspect two parallel HDPE lines used to transport heavy metal-laden mine discharge water from deep underground to a settling pond almost three miles away. The pipelines travel through environmentally sensitive habitats and along a creek. This was the first inspection of the 12-inch and 14-inch diameter mine discharge pipes since they were installed 20 years ago.
Xylem’s SmartBall platform was helpful identifying leaks and confirming the alignment of buried pipelines. It is a free swimming inline inspection tool that operates without any disruption to mining operations, traveling in the pipeline with the product flow. It identifies a leak using an acoustic sensor that listens for the sound of fluid leaving the pipeline, which makes a unique sound that is recognized by the ball.
A two-day inspection using the SmartBall platform revealed a medium-size leak along one pipe in the vicinity of a nearby creek, which could then be addressed through a targeted repairs program. The client was so impressed with the technology that they accelerated their timeline developing a routine pipeline inspection program.
In the long term, mines will be faced with more regulations, not fewer. So, it makes sense to meet today’s social responsibility and environmental requirements with an eye toward those who are yet to come.
Basic Pump Hydraulics
All pumping applications have three things in common:
- Flow Amount of liquid to be pumped = Quantity divided by time;
- Elevation Gravity resistance = Difference in vertical elevation from source to termination; and
- Distance Friction resistance, determined by the diameter, flow and hose/pipe material = Length of hose/pipe from source to termination. To size a permanent or temporary pumping application, start by gathering data on flow, elevation and distance.
Flow Determines Pipe Size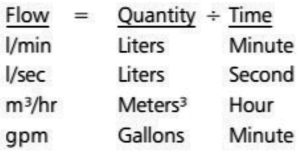
Liquid velocity is critical to keep solids in suspension. If velocity is too slow, solids drop out. If it’s too fast, friction loss becomes an issue. The chart below shows four different measurements for flow along with the corresponding hose/pipe size in inches. Determining the flow is the first step in designing a complete pump system because flow determines the size of the pipe. When flow is not known, calculate quantity and divide by the time required to move the liquid.
Elevation Determines Required Pump Strength
 It is not where the liquid is, but where it’s going that determines the strength of the pump required. Static head is the difference in vertical elevation from the product source to its termination point.
It is not where the liquid is, but where it’s going that determines the strength of the pump required. Static head is the difference in vertical elevation from the product source to its termination point.
Head Capability of Various Flygt
Impeller Trim Types:
Medium head (MT)
High head (HT)
Super high head (SH)
Distance Determines Increase in Pipe Size
Every meter or foot of pipe on suction or delivery piping creates friction resistance, which is added to the static head (or vertical elevation). The longer the discharge run, the more the friction. If the discharge length is too long, friction can be significantly reduced by increasing the diameter of the hose or pipe.
Jessy Parmar is a business development manager for the Industrial Marketing team at Xylem.

