

MINES DEPEND ON CONVEYORS FOR A MULTITUDE OF MATERIALS HANDLING TASKS—AND THE NEWEST SYSTEMS ARE BEING ASKED TO PERFORM AT HIGHER WORKLOADS THAN EVER BEFORE.
By Russ Carter, Western Field Editor
Conveyor systems are a segment of mining technology that demands innovation — because the industry itself demands it. As mines become deeper, more remote and more expensive, end users are faced with a Hobson’s choice of increased maintenance attention or higher downtime on conveyor systems that may, by necessity, be longer, more powerful and more complex than their predecessors — so the higher performance offered by sophisticated but expensive new conveyor technology must be accompanied by higher reliability to balance the cost-versus-benefit equation. At a conventional truck haulage operation, the loss of a truck or two may only superficially affect short-term production. Mines employing truly large in-pit or overland conveyor systems, for example, don’t have that safety margin; a broken conveyor under those circumstances can bring production to a complete halt, perhaps for weeks at a time.
However, there is no doubt that conveyor systems and components are getting better, and with these advances comes higher end-user interest, wider project scope for new products and services, and increased investment in the technology.
The push to overcome rolling resistance along the belt lines, reduce electrical energy consumption, and improve system reliability and longevity that drives this project is typical of the targets that conveyor manufacturing and engineering companies have set their sights on — generating recent innovations that apply to conveyor system conception, design, operation, maintenance and system health.
Tracking Conveyor Problems: Not So Simple
 |
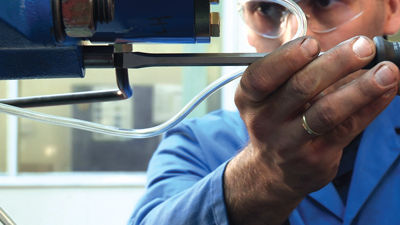
| Honeywell’s BeltAIS system uses specialized cameras to monitor belt condition. |
It’s a universal axiom in conveyor maintenance that big trouble almost always begins as a small problem — a tiny rip, a slightly misaligned pulley, a dry bearing or something similar. But, as Honeywell’s Process Solutions group pointed out, detecting problems and managing the health of belt conveyors is a complex activity that can include at least a dozen separate requirements, including:
- Cover defect, edge damage, spice damage and belt rip detection;
- Pulley and idler health detection;
- Drive health monitoring;
- Belt wear, steel cord damage and other internal defect detection;
- Material offloading and chute blocking; and
- Belt wander detection.
About a year ago, Honeywell introduced its Belt Asset Inspection System (BeltAIS), a product suite it is developing to handle belt cover defect, idler and belt wear monitoring. Recognizing that there are a number of monitoring solutions that address specific aspects of conveyor system components and operations, Honeywell maintains that these solutions may provide a high volume of measurement data but also may not lend themselves to the integrated solutions that many of its mining customers have come to prefer.
BeltAIS, said Honeywell, offers an alternative to multiple stand-alone solutions. Users can employ it to maintain a continuous, online view of conveyor operations and perform a wide range of monitoring and analysis functions. The system, according to the company, will provide an intuitive, user-friendly interface to the conveyor that can boost the effectiveness of maintenance and operational personnel.
To implement its initial BeltAIS product, the Cover Defect Monitoring solution, Honeywell turned to an existing camera-based solution developed for pulp and paper producers to check for defects in the papermaking process. For its mining application, Honeywell said the system offers highly localized analysis for monitoring defects along a conveyor belt.
In a similar vein, ContiTech announced in June that it had developed innovative electronic warning and inspection systems to detect conveyor problems at early stages, providing a way to protect conveyor systems from major damage. Its CONTI PROTECT splice elongation measurement can detect irregularities in belt splice length with the help of magnetic markers, while its belt rip detection system finds longitudinal rips in conveyor belts early on by means of vulcanized conductor loops. The belt warning system’s improved technology is claimed to eliminate false warnings and thus unneeded system downtime. Online support is also available.
ContiTech also said that its CONTI INSPECT systems supply data that can be used to make reliable prognoses regarding remaining belt service life and estimate future investment costs more accurately. A mobile belt thickness measurement system measures the thickness of the conveyor belt across the entire length of the belt. Surface damage can be detected at an early stage with its continuous surface inspection system, which employs sophisticated scanning technology to inspect and compile a detailed image of belt surface quality. In addition, the company said its cord monitoring system can monitor steel cord within the carcass using a magnetic-inductive procedure.
Martin Engineering, a well-known supplier of bulk material handling equipment, offers a somewhat different approach to help conveyor users reduce operating costs and improve safety, with inspection and maintenance programs designed specifically for each individual system. Its “Walk the Belt” initiative provides regularly scheduled reviews of belts, cleaners, tracking, chutes, dust control and other components by experienced specialists. The program establishes an evolving record of each belt for current analysis and future reference, and provides immediate transfer of data and photos to facility managers. By taking responsibility for routine maintenance and identifying potential issues before components fail, technicians assist customers in maintaining system performance and extending service life, while minimizing fugitive material and unplanned shutdowns.
“Every conveyor is different, even within the same facility,” said Martin Engineering Global Market Development Manager Mark Stern. “So, we create a specific inspection plan based on the design, capacity, throughput requirements and the desired level of fugitive material abatement.”
Stern said that while it’s common for conveyor owners to perform service on their systems only when a component fails, it’s actually less expensive in the long run to incorporate continuous maintenance into a plant’s operational plan.
The Martin Engineering technicians do more than just walk along the length of the belt; one of their inspection techniques is standing stationary at a number of points along each conveyor and watching one or more complete revolutions of the belt, noting its condition, tracking, carryback and other observations. They take detailed notes, identifying trouble spots by component name and location as they are found, often logging data directly into a smart phone or tablet immediately at the site. Digital cameras and other devices allow the technicians to take photos, record video, make rough measurements and perform other tasks, then share the information with operations personnel. Maintenance and repair tasks can be included in the program and performed routinely, or scheduled upon request.
Safe Parking for Loaded Belts
 |
| Twiflex has developed a conveyor parking brake design that improves worker safety and ease of convenience when dealing with loaded conveyor belts. The system is available on many of its brake products, including the recently introduced VKSD and VBS modular systems. |
A heavily laden conveyor can have an enormous amount of potential energy, and has to be treated with caution if accidents are to be avoided. Steve Powell, product manager for Twiflex Ltd., recently commented on the benefits of his company’s “parked-off” conveyor brakes, and how they can improve safety during maintenance.
Powell explained that a parking brake is a key safety element in conveyor systems, used to lock the conveyor into one position when idle, while being serviced or during a power outage. This reduces the possibility of the conveyor starting to move under its own load, a situation that could become very dangerous, very quickly.
To account for the possibility of a total power failure, most parking brakes are spring applied. This means that when no external power is supplied to them, the pressure of the spring is applied to the pad and the brake clamps shut, thereby locking the conveyor in a fixed position.
However, there is a downside that needs to be considered: although a spring-applied brake offers protection in the event of a power failure, it also makes maintenance a far harder task. When a spring-applied brake is powered down ready for maintenance work to be carried out, the brake is tight against the disc; the springs need to be compressed to access the pads, which leaves a lot of potential energy in the brake.
To address this issue, Twiflex has incorporated a unique feature into its conveyor brake products, which addresses the risk of brakes clamping shut unexpectedly during maintenance, an occurrence that can pose a hazard to personnel. The “parked-off” feature can quickly be applied while the brake is in the field and allows for maintenance and pad removal without the risk of the brake clamping shut.
Conventional industrial brake design typically employs a mechanical lock-out concept in which a nut and center bolt arrangement is used to hold the spring force and prevent the disc from closing during maintenance. However, this lock-out arrangement only works as long as the nut can hold its integrity. If the nut fails because its thread shears, the brake will close. Unexpected closing of the brake could cause injury to maintenance workers — or anyone within the vicinity of the conveyor system.
Twiflex said its “parked-off”feature is different from other solutions in that it actively removes the spring force from the brake while it is powered off, so that there is no force acting on the pad and therefore no potential of an unexpected closure when correctly applied. With hydraulic pressure applied, maintenance workers can unwind an adjusting spindle, which releases the spring pack. When the hydraulic pressure is removed, the spring has the freedom to extend without acting on the brake. At this point, the spring load and hydraulic pressure are both zero and the brake has no stored energy.
The “parked-off” feature has a number of benefits, according to Powell. First, basic maintenance such as brake pad replacement can be carried out quickly and with a reduced risk of harm from unexpected closure when compared to conventional brake designs. Second, the brake pressure can easily be adjusted by setting the brake to “parked off” and adjusting the number of shims from the end cover. Finally, installation is made easier and the brake can be installed without the need for hydraulic pressure.
The “parked-off” feature is available on many of Twiflex’s conveyor brakes including the recently released VKSD and VBS modular brakes, and if necessary, Twiflex engineering teams can work with conveyor customers to develop bespoke, optimized brake and safety systems.
It’s worth noting that not all conveyor systems are permanent; many have a limited service life at one location and don’t warrant design “overkill.” As a low-cost alternative to traditional custom-engineered overland conveyors, Superior Industries’ new Zipline conveyor is designed for quick installation. Pre-engineered and available immediately on demand from Superior Industries dealers, the system is a complete package with the structure and an accessories kit that includes idlers, pulleys and an Exterra primary belt cleaner. The Zipline is engineered for flexible modifications, with each section designed to conveniently accommodate changes in length.
Self-Adjusting Skirting Reduces Belt Maintenance
 |
| The self-adjusting skirting adapts to rubber skirt wear, regardless of material volume and size diversity. |
A novel conveyor belt skirting system with a streamlined design has been engineered to fit virtually any conveyor with less maintenance and more efficiency. Martin Engineering’s Self-adjusting Skirting prevents spillage and equipment breakdown caused by fugitive material by creating a constant tight seal to the belt. The unit self-adjusts to rubber skirt wear, regardless of material volume and size diversity, allowing it to be an adaptable solution for an entire bulk material processing system across many different industries.
“As bulk material is processed, the conveyor belt speed, load and volume can change, which can affect the integrity of the skirting seal,” said Dave Mueller, senior product specialist for Martin Engineering. “One skirting system across the whole line that adjusts automatically to these diverse variations dramatically cuts man-hours needed to maintain it.”
As friction from the belt wears the seal strip of standard skirting systems, miners have to shut down the conveyor and use tools to manually adjust it. Without this type of regular maintenance, fugitive material escapes from the belt, getting into bearings and other components, which can cause expensive and unnecessary production delays. This problem has been solved with this new system by using a pressure arm attached to a clamp plate, which assures a constant belt seal, thus eliminating the need for manual adjustment.
The skirt requires 1.25 in. of free belt area, making it the ideal fit for conveyors with chutes close to the belt edge. A ¾-in.-wide EDPM rubber sealing strip provides 2 in. of wear life, at speeds of up to 700 fpm. The sealing strip is supplied in continuous lengths up to 100 ft, reducing the chances of leaky joints.
“Other skirts require manual adjustment, which means near constant monitoring,” Mueller said. “Without monitoring — aside from the mechanical issues and product loss that accompany fugitive material — there are safety and regulatory problems that can arise, as well. By designing a self-adjusting skirting system, customers not only save time and money on maintenance, but also mitigate the potential for injury and liability.”
Changing the rubber sealing strip on most standard conveyor skirting systems typically requires multiple tools, and some need two miners, depending upon the size and position of the conveyor. These maintenance requirements could demand conveyor systems to be placed farther apart, diminishing production space. Martin designed a simple rubber clamp assembly requiring no tools to change the sealing strip. The low-profile skirting assembly needs only 6 in. of clearance, allowing installation of skirts in restricted space areas. The whole unit is compact, with the clamp assembly (wear strip and pressure plate) only 48 in. in length and each clamp section having built-in plug-weld guides to simplify installation.

