

MORE THAN A CENTURY AFTER AMD VIRTUALLY WIPED OUT ALL AQUATIC LIFE IN THE STREAM, PENNSYLVANIA’S BENNETT BRANCH IS NOW SO HEALTHY THE STATE HAS ADDED IT TO ITS TROUT-STOCKING ROSTER
By Robert L. Zick
| Veolia’s automation of the DenseSludge treatment process has improved the overall operational requirements of the system. |
On the opening day of trout season last year, 1,000 trout were released into the Bennett Branch of Sinnemahoning Creek, a tributary to the West Branch of the Susquehanna River near the borders of Clearfield and Elk counties in north-central Pennsylvania. Restocking trout and other fish popular with anglers is not uncommon in many U.S. rivers and streams each year. However, the stocking in the upper reaches of the Bennett Branch by the Potter County Anglers’ Club held particular significance. The Bennett Branch had been virtually dead for at least a century, its aquatic life snuffed out by acid mine drainage (AMD).
Pennsylvania officials have been attempting to abate the AMD issues in Bennett’s Valley for decades. Drainage from mines (now long abandoned) had killed the majority of the aquatic life in the stream by the early 1900s. However, a comprehensive stream restoration project beginning in 2004 and led by the Pennsylvania Department of Environmental Protection (DEP) is finally helping to make the waterway’s rebirth a reality.
“It’s an overall wonderful accomplishment for the watershed,” said Kelly Heffner, DEP’s deputy secretary for water management. “Through the development of this treatment facility, we’re picking up significant AMD from 20 mine discharges emanating from four underground coal mine complexes. That’s quite a bit of mine drainage now being captured.”
Assessing the Requirements
The project’s concept was to design and construct a treatment system to collect and treat multiple AMD discharges that were draining into Bennett Branch and its tributaries. The primary goal of the treatment plant, which began operation in the summer of 2012, was to restore water quality to the main stem of Bennett Branch to a level that supports a viable sport fishery between the towns of Hollywood and Caledonia, Pennsylvania. With much of the state’s growing elk herd located within the scenic watershed, the introduction of sport fishing to the area further increases the watershed’s enormous potential for growth in tourism and outdoor recreation.
By 2004, the DEP had assessed the requirements for remediating the impacts of AMD in the watershed. Following the assessment, the Office of Mineral Resources Management organized the Bennett Branch Team, comprised of Department of Environmental Protection staff from the Cambria Office of the Bureau of Abandoned Mine Reclamation, two regional offices of the Bureau of District Mining Operations, and members of the Bennett Branch Watershed Association (BBWA). Following its formation, other federal, state, grassroots organizations and private industry also joined the Bennett Branch Team.
Civil & Environmental Consultants Inc. (CEC) was awarded the contract for Phase 1 of the project, which included developing a comprehensive water quality and flow assessment of the Bennett Branch and an assessment of the impacts that a chemical water treatment plant would have on the watershed. Due to the extremely poor quality of the targeted section of Bennett Branch impacted by multiple AMD sources, active chemical treatment of the discharges was determined to be the most reliable and long-term method of treatment.
“This assessment included sampling and testing fully measured flows from numerous mine discharges to determine which discharges were best for collection and treatment,” said Doug Clark, a principal in CEC’s Geotechnical Engineering and Construction Services Group. CEC designed the collection system and performed all civil design work for the project. “During Phase 2 of the project, we compiled and assessed water quality and flow data collected from Bennett Branch into the existing dataset assembled in Phase 1. We also reassessed the mass balance models developed in Phase 1 from the newly compiled data and reassessed the projected water quality versus the established water quality goals.”
These and other results and conclusions from this work were then used by Veolia Water Technologies to develop the design for the AMD treatment system. Veolia partnered with CEC for Phase 2 of the project, with Veolia conducting treatability studies and developing the treatment process and system design for treating the AMD.
Other AMD abatement projects in Pennsylvania where Veolia has provided comprehensive treatment process and system design include a treatment unit that now provides up to 10.5 million gallons per day (MGD) of treated water from Lancashire Mine No. 15 to the West Branch of the Susquehanna River, bringing immediate improvements to an estimated 25 miles of the West Branch and significantly improving the quality of the water entering the Curwensville Reservoir. The company also designed a new 5.8 MGD AMD treatment plant in Greene County for bituminous coal mining and processing firm, Morgantown Energy Producing Co. LLC (MEPCO), and they currently are achieving treatment capacity up to 6.5 MGD of mine water inflow.
The Phase 2 design for the Hollywood site was completed by the end of July 2007 and construction activities began during the summer of 2010.
Based on the final feasibility study for the Bennett Branch project, the DEP constructed a centralized treatment plant that covers 41 acres just south of Hollywood to treat an average of 4,000 gallons per minute with a design flow capacity of approximately 7,000 gallons per minute (10 MGD). The project also included a sludge disposal system for depositing the high-solids material into directional boreholes within the nearby abandoned Proctor No. 2 mine.
 AMD Collection & Conveyance
AMD Collection & Conveyance
Collection and conveyance structures serving the Hollywood AMD wastewater treatment plant were established in Huston Township, Clearfield County, and Jay Township, Elk County. The system efficiently conveys these individual discharges to the vicinity of the treatment plant. Three pumping stations were strategically located to pump the water up to the head of the plant.
CEC’s collection system design is based on the maximum design flows recorded by BAMR at the individual discharges. Nearly 20,000 ft (more than 3.75 miles) of pipe ranging from 8 in. to 24 in. in diameter were laid to collect and deliver the highly polluted water to the treatment plant site.
The DenseSludge Process
The Hollywood AMD wastewater treatment plant began operations in July 2012. Like the Lancashire Mine No. 15 treatment plant in Barr Township, Cambria County, and the MEPCO plant in Greene County, the Hollywood plant utilizes a High Density Sludge (HDS) process for treatment called DenseSludge. Conventional water treatment for metals removal and pH adjustment can produce significant volumes of sludge for disposal back into the mine pool, whereas DenseSludge technology reduces sludge generation by up to 90% by volume, based on Veolia’s historical data.
Typical acid mine drainage streams contain high-sulfate concentrations that combine with calcium ions in lime-based treatment systems to form gypsum crystals. Compared to that generated in conventional lime treatment systems, the physical form of this gypsum is radically altered when the DenseSludge process is used. The characteristics of the metals particles are also changed in this process. Metal hydroxides are converted to metal oxides, as substantiated by research that Veolia has conducted using samples from mine sites around the globe.
In general, conventional and DenseSludge treatment processes are very similar. The HDS particles, however, settle faster, dewater more readily, are more easily pumped, and hold much less water. The most significant difference between DenseSludge technology and conventional metals treatment is the method by which the alkali source is added. In conventional treatment systems, the alkali is added directly into the influent to achieve a desired pH setpoint. Generally, that setpoint is the pH at which the minimum solubility occurs for the target metal(s), or at the pH where discharge limitations can be reliably met.
In the DenseSludge process, the alkali source is combined with recycled sludge before being combined with the influent. The sludge particles react with the alkali to provide attraction sites for the removal of metals. This causes the gypsum crystals to grow. The continued recirculation of sludge ultimately converts the metal hydroxides to oxides through a series of steps.
Sludge for recirculation is withdrawn from the solids settling unit and pumped to the sludge-conditioning tank, where it combines with the alkali source. The resultant mixture of sludge and alkali is then directed to a neutralization tank where it combines with the influent. The demand for alkali is set by the system pH setpoints. The recirculation of the sludge enables the system to utilize unreacted alkali in the sludge, minimizing lime usage and its associated cost.
Sludge generated in the solids settling unit is recirculated constantly at a rate sufficient to meet the constraints of the HDS process. When the sludge reaches a certain density, it is removed from the system to maintain the equilibrium of the system.
 |
| The improvement in water quality can easily be seen from the metals removal step in the foreground and the water in the clarifier in the background. |
Plant Operations Overview
A magmeter in the influent pipeline at the Hollywood plant site measures the flow rate and continuously records the volume of AMD wastewater treated by the plant. A wire box allows for flow to be divided between the plant’s two ferrous oxidation reactors. The box is designed so both reactors can operate or just one, based on operator decision according to the current flow rate to the plant. The pH is measured and controlled in the reactors after mixing with the alkalized sludge recycle flow.
Flow from the ferrous oxidation reactors is combined and dosed with ultra-high molecular weight (UHMW) anionic polymer before flowing into the clarifier’s flocculating feedwell. This aids the settling of solids in the plant’s 180-ft-diameter clarifier. Flow from the clarifier is directed to an effluent monitoring tank prior to a polishing pond for direct discharge. The pH is measured at the outlet of the effluent tank prior to entering the 4.5-acre polishing pond.
Sludge is recirculated through the treatment system from the bottom of the clarifier to promote densification. The recirculated sludge is pumped from the clarifier back to sludge conditioning reactors where it is mixed with hydrated lime. The resultant mixture of sludge and alkali overflows into the ferrous oxidation reactor, where it combines with the influent AMD wastewater.
Sludge wasted from the recirculation loops (to maintain proper density) is pumped to one of two boreholes for injection into a mine cavity. The recirculation flow rate is manually controlled using a variable frequency drive (VFD) to maintain the required sludge recycle ratio. Because the sludge contains less water than in conventional treatment systems, less water is returned to the mine pool for retreatment.
 |
| The Hollywood centralized treatment system designed by Veolia is strategically located to treat water from various points conveyed by a collection system designed by CEC. |
Advanced Automation
The DenseSludge process was developed more than 30 years ago. Although the treatment scheme is not new, advanced online monitoring, measuring and control technologies have now finally caught up with this effective treatment process to further provide highly efficient AMD wastewater treatment.
“Technology is often selected based on whether it’s active treatment or passive treatment, so we’ll use various technologies based on exactly what needs to be accomplished at a particular site,” Heffner said. “Because there are plenty of states performing mine treatment, this has set up a situation where the technology involved is rapidly and continually improving, and this is especially true regarding automation. The sophisticated automation at the Hollywood plant is pretty exciting.”
A PC-based SCADA system controls the start/stop of the plant process equipment and provides monitoring of the process, including equipment status, monitoring setpoints and process points. Although the plant can be operated in a fully manual mode, the automatic configuration requires minimal operator input to operate the plant, yet provides the operator the required information necessary to ensure that the system is in compliance.
The SCADA system provides operations personnel insight into the total process through extensive graphic displays, which allow operators to navigate through the plant and AMD feed pump station, viewing equipment and process status.
An important function is the system’s automatic sludge wasting feature. Non-intrusive instrumentation provides real-time measurement of sludge density. Sludge density is maintained in a very tight operating range at the plant, with a high setpoint of 1.07 sg (specific gravity). When the slurry density rises to the high setpoint, a valve opens and sludge is automatically wasted from the process for a predetermined duration (currently set at two hours and is adjusted based on flows). At that point, the system automatically stops wasting and another valve opens to flush out the waste lines with effluent water. Depending on the current status of the process, automatic sludge wasting can take place multiple times in a day, or none.
In addition, a series of call-outs have been established to keep operations running smoothly. For example, if the plant’s lime system malfunctions or the pH drops to a predetermined low setpoint, the system calls out and notifies treatment plant personnel of the malfunction. The setpoint in the neutralization tank for lime addition is 8.1, and the setpoint for a low pH callout is 6.5.
 |
| Ducks enjoy a swim in the treatment plant’s effluent polishing pond, showing that local wildlife may appreciate the improved water quality even more than the recreational fishermen. |
Conclusion
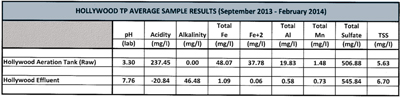
DEP’s Hollywood AMD treatment plant is operated 24/7 by the Bureau of Conservation and Restoration and is meeting all of the highly stringent discharge parameters required of the facility (see Table 1).
“We must give credit to all the partners in the watershed,” Heffner said. “There has been a lot of really good work and focus among the partners and it speaks volumes to what can be accomplished when public and private sectors work together.”
Brad Taylor, operator of the treatment plant, grew up in the area and has seen firsthand the “before” and now the “after” effects brought about by the construction and operation of the new plant.
“I often get comments from people who have lived in this area for a long time who have seen the rapid changes — from a stream with heavy acid mine drainage running down through it with lots of discoloration, to now a nice, clean stream. Many people have stopped by the plant just to thank us for what we’re doing.”
Last year’s trout stocking by the Potter County Anglers’ Club (part of the state’s Fish and Boat Commission’s Cooperative Nursery Program) was a highly symbolic event. The stocking in the upper reaches of Bennett Branch this year, however, may be even more significant because the Fish & Boat Commission has now placed it on its official trout-stocking roster.
“It’s great news when the commission responsible for identifying places to add to stock trout can go to a place previously so affected by mine drainage and be so confident of the improvements there that they are willing to put trout in,” Heffner said. “It’s amazing, really.”
About the Author
Robert L. Zick is director of the mining market for Veolia Water Technologies. robert.zick@veolia.com. (412) 809-6688/

